
-

Dornbusch develops new programming capacity with Tebis 4.1
Company
Dornbusch GmbH
Location
Buchholz-Mendt
Focus
Embossing-pinch dies, blow molds, deep-drawing dies, RIM dies, forming and stamping dies, test gauges, contract deep-hole drilling
Sector
Die manufacturing
Mold manufacturing
Model making
Published
2024
Interviewee: Manuel Tews, Head of CAM at Dornbusch
We're already doing a lot with Tebis 4.1 and exploiting many of its potentials. But there’s much more to it than that. On average, we’ve reduced our program processing time by between 20 and 30%.
Manuel Tews, Head of CAMDornbusch GmbHThe valuable skills of experienced CAM programmers are best utilized to optimize projects for customers. Not for routine tasks, which often make up a large part of a programmer's everyday work. With the switch to Tebis 4.1, embossing-pinch pioneer Dornbusch in Buchholz-Mendt in the German Rhineland-Palatinate has once again significantly increased its programming automation. The impressive result: time savings of 20 to 30%.
The die makers at Dornbusch, who moved to their newly constructed premises in Buchholz-Mendt four years ago, regard themselves as pioneers and technology leaders in the field of embossing-pinch dies. These special hot stamping molds are used to shape products that include a wide range of acoustic and thermal insulation materials. For example, parts made with embossing-pinch dies are used to improve engine-compartment acoustics in the automotive industry. The embossing-pinch process has been established for decades for such components.
In this technology, the heatable die contours shape mats made of plastics and composite materials. The contours aren’t stamped; rather, they’re "pinched." This can be roughly described as a squeezing process resulting from closing the mold. This has functional advantages: for example, for engine compartment covers, parcel shelves, load compartment floors, door and battery insulation and a wide range of other parts. The dies can be heated with oil circuits, electrically with heating cartridges or indirectly via the press table.Die manufacturing with a diverse portfolio
The embossing-pinch tools are complemented by blow molds and deep-drawing dies, foam molds, RIM tools (for reaction injection molding, a low-pressure injection molding process) and forming and stamping dies. Roughly 60% of the company’s manufacturing uses dies and molds.
Dornbusch also designs and manufactures test gauges and measuring and machining fixtures, which cover another 25% of its volume. The remaining roughly 15% comprises services like contract deep-hole drilling and milling as well as part manufacturing and material testing on a contract basis on the hot press that’s otherwise used for finishing dies. The die makers have plenty of space in the building at the new Dornbusch site in Buchholz. In the background on the left are the two large 5-axis machining centers, an F. Zimmermann FZ 33c and a Reiden RX18 with pallet changer. – Photo: Pergler Media
The die makers have plenty of space in the building at the new Dornbusch site in Buchholz. In the background on the left are the two large 5-axis machining centers, an F. Zimmermann FZ 33c and a Reiden RX18 with pallet changer. – Photo: Pergler MediaLong-standing partnership in CAM
The die makers in Buchholz do their design work in Catia – mainly because of their roots in the automotive industry and their clients’ requirements. For CAM programming, the company has consistently relied on Tebis since its very first CNC milling machine, and it’s now using Version 4.1.
"According to our records, we were Tebis customer Number 7," says Manuel Tews, Head of CAM Programming at Dornbusch, referring to his company's early adoption of the software and its long-standing relationship with the software providers from Martinsried.Our relationship with the CAD/CAM specialists at Tebis has been an active partnership from the very beginning: Our requests have been incorporated into the software over the years, and the Tebis experts support us in our corporate development.
 All programs are generated offline at Dornbusch and are simulated and fully collision-checked before being sent to the appropriate machine. Changes in the control system are the exception rather than the rule – including radius corrections in the event of thermal changes. – Photo: Pergler Media
All programs are generated offline at Dornbusch and are simulated and fully collision-checked before being sent to the appropriate machine. Changes in the control system are the exception rather than the rule – including radius corrections in the event of thermal changes. – Photo: Pergler MediaSophisticated CAM system supports programmers
For minor CAD changes – for example, data repairs like closing open surfaces, or for designing fixtures – the die makers prefer to use the CAD capabilities of Tebis.
Most important, however, is our use of Tebis as a sophisticated CAM system.
the head of CAM programming explains the primary application of the system at Dornbusch,
where personnel capacities are lacking – as is the case throughout the industry. Good people are almost impossible to find on the market, especially to CAM programmers. Dornbusch is therefore taking measures that include training its machine operators to be its new CAM programmers. "As in many companies in the industry, it's all about pushing more orders through with the same or even less labor capacity and making optimal use of the machines."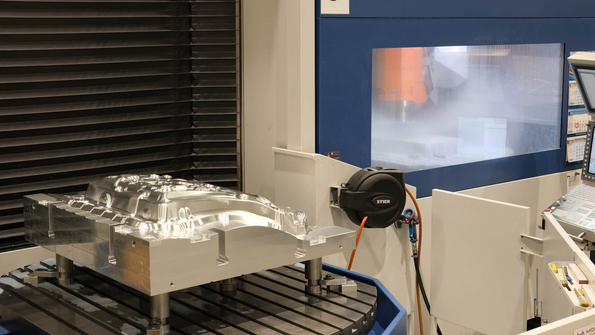 The die makers currently set up most of their machinery right on the machine table. Only the Reiden machining center has a pallet changer that enables the machine operators to set up during machining. – Photo: Dornbusch
The die makers currently set up most of their machinery right on the machine table. Only the Reiden machining center has a pallet changer that enables the machine operators to set up during machining. – Photo: DornbuschHigh-performance production environment
The die makers have access to state-of-the-art machinery, plenty of space and a modern, efficient infrastructure in their new building. These include high-performance 5-axis milling centers from F. Zimmermann, Reiden, DMG Mori and Hermle and 3-axis milling machines from Mikron and DMG Mori. For deep-hole drilling, the Dornbusch employees use a 5-axis Ixion TL2 deep-hole drilling and milling center from Auerbach, which enables deep-hole drilling of up to 2,400 mm.
The die makers currently set up most of their machinery right on the machine table. Only the Reiden machining center has a pallet changer that enables setup during machining. With a working area of up to 6,000 x 3,000 x 1,500 mm (F. Zimmermann), the machinists can also efficiently and very precisely process large parts with complex geometries and the finest details. They primarily machine common tool steels, much of which is alloyed and tempered tool steel 1.2312, as well as aluminum alloys. Dornbusch has standardized and categorized its tools: Pool 1 contains the tools that are permanently assigned to one machine. Pool 2 contains tools that are used on several machines. And pool 3 contains tools that are specially configured a specific machining operation. – Photo: Pergler Media
Dornbusch has standardized and categorized its tools: Pool 1 contains the tools that are permanently assigned to one machine. Pool 2 contains tools that are used on several machines. And pool 3 contains tools that are specially configured a specific machining operation. – Photo: Pergler Media With a working area of up to 2,500 x 3,000 x 1,250 mm in their F. Zimmermann oFZ 33c 5-axis machining center, the machinists can also efficiently and very precisely process large parts with complex geometries and the finest details. – Photo: Pergler Media
With a working area of up to 2,500 x 3,000 x 1,250 mm in their F. Zimmermann oFZ 33c 5-axis machining center, the machinists can also efficiently and very precisely process large parts with complex geometries and the finest details. – Photo: Pergler MediaHigh degree of flexibility is required
The required parts cover a wide range. While some parts may be smaller than 100 x 100 mm, the maximum processing size is 6,000 x 3,000 x 1,500 mm. The CAM package machinery and capabilities need to be similarly flexible and adaptable.
Programming work is done offline; the only adjustments to the machine control, if any, involve modifications like radius corrections due to thermal changes. The data from the CAD are color-coded in accordance with the color table from the German Association of Tool and Mold Makers (VDWF). This is a very efficient means of clearly transmitting important production information like tolerances and fit. While some parts may be smaller than 100 x 100 mm, the maximum processing size is 6,000 x 3,000 x 1,500 mm. The manufacturing capabilities of the machinery and the CAD/CAM system must be correspondingly flexible. That’s why Dornbusch has relied on Tebis right from the start. – Photo: Pergler Media
While some parts may be smaller than 100 x 100 mm, the maximum processing size is 6,000 x 3,000 x 1,500 mm. The manufacturing capabilities of the machinery and the CAD/CAM system must be correspondingly flexible. That’s why Dornbusch has relied on Tebis right from the start. – Photo: Pergler MediaEstablishing the prerequisites for automated programming
All generated programs are simulated and collision-checked before they go to the machines. They’ve been completely re-measured by the Tebis experts to ensure reliable work using accurate data. The die makers clamp their workpieces with a combination of Schunk and Preset 4 clamping systems. The procurement of a comprehensive zero-point clamping system (FCS) is planned in the medium term.
Anticipating the use of automated programming functions, those responsible at Dornbusch have standardized and categorized their tools: "Pool 1 contains the tools that are permanently assigned to one machine – these should cover most machining work," Tews says. "Pool 2 contains tools that are used on several machines. And in Pool 3, we group together the tools that have to be specially configured for a specific machining operation; that’s something we try to avoid as much as possible." Dornbusch regards itself as a pioneer and technology leader in the field of embossing-pinch dies. These special hot stamping molds are used to shape products that include a wide range of acoustic and thermal insulation materials. – Photo: Pergler Media
Dornbusch regards itself as a pioneer and technology leader in the field of embossing-pinch dies. These special hot stamping molds are used to shape products that include a wide range of acoustic and thermal insulation materials. – Photo: Pergler MediaIntelligent libraries provide qualified data
All tools are stored in libraries along with their precisely measured geometries and tool-specific parameter sets.
The Tebis Implementation team helped us create these libraries for the cutting tools and also for equipment like our clamping devices,
Tews explains.
We then filled these libraries ourselves with the greatest of care. Because the more relevant information we can provide there for processing, the more comprehensively the programming process can be automated.
Dornbusch believes that it’s very well equipped for the future, primarily thanks to the excellent and intensive collaboration with Tebis. "Our partners at Tebis communicate with us very openly and honestly, and we’ve already overcome many challenge together," he affirms. "If we need something, we benefit from short decision paths. For example, the loading time for large, complex parts was initially far too long during changeovers. We complained about this to our partners, and Tebis very quickly found an efficient and reliable solution."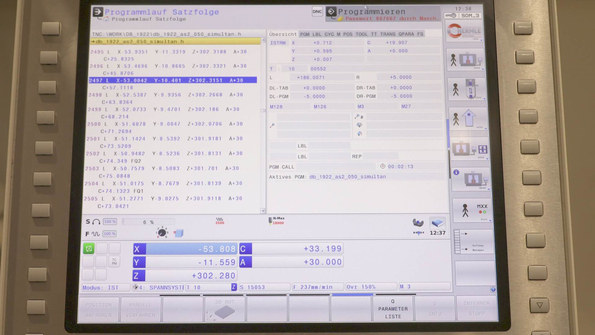 The high-quality Tebis postprocessors also used by Dornbusch for the various Heidenhain machine controls play a very important role in ensuring stable and dependable processing programs. – Photo: Pergler Media
The high-quality Tebis postprocessors also used by Dornbusch for the various Heidenhain machine controls play a very important role in ensuring stable and dependable processing programs. – Photo: Pergler MediaMany routine tasks are no longer necessary
Dornbusch was already addressing the issue of automation using Tebis before the switch to Tebis 4.1:
Compared other CAM providers, Tebis already had far-reaching approaches for automating programming in its version 4.0,
Tews explains. "For example, the templates already contained information on how, with what strategy and with what tool a surface should be processed. From feature detection to the sophisticated CAM tree templates, we were already using numerous tools at that time: for example, to avoid multiple manual entries and to anchor standardized procedures in programming.“
However, with this version the programmer still had to manually enter some parameters, and in particular they had to link many elements together.This is different in the new version 4.1, where intelligent functions relieve the programmer of many routine tasks via automated links,
Tews confirms. "The parametric features in Version 4.0 already ensured that introducing new values, for example, for a bore diameter, had a consistent and intelligent effect on the program – up to and including automatic reselection of the machining tools. The new range of functions in version 4.1 includes the option to connect via paths. This enables the CAD data to be connected to the CAM area. Selections can also be edited automatically using colors. The changes are simultaneously accounted for and updated in the CAD system."
 Parts made by the embossing-pinch method are used to form acoustic or thermal insulation materials. Manuel Tews shows us one example: an engine compartment cover for the automotive industry. – Photo: Dornbusch
Parts made by the embossing-pinch method are used to form acoustic or thermal insulation materials. Manuel Tews shows us one example: an engine compartment cover for the automotive industry. – Photo: DornbuschAccounting for mutual interactions
Tebis 4.1 enables many processes to be linked together – with corresponding options for data preparation and programming.
Automation has gained a foothold in Tebis with Release 4.1,
explains Tews. "For example, we can represent how the individual structures in a die affect each other. Among other things, it’s important that the NC sets be properly created.
"This is by no means trivial. "When we change a parameter, we need to ensure that references and structures are retained," the CAM head says. "In this regard, Tebis 4.1 supports users with intelligent functions. They’re supplemented by tool libraries and the high-quality Tebis postprocessors for the various Heidenhain machine controls. They play a very important role in ensuring reliable and stable processing programs." The lower half of an embossing-pinch die is shown on the right in the photo. The dies can be heated in various ways: for example, with oil circuits, electrically with heating cartridges or indirectly via the press table as shown here. – Photo: Pergler Media
The lower half of an embossing-pinch die is shown on the right in the photo. The dies can be heated in various ways: for example, with oil circuits, electrically with heating cartridges or indirectly via the press table as shown here. – Photo: Pergler MediaClean connections for efficient programming
With the help of the Tebis Implementation team, the programmers ensured that the paths in the individual NCSets were accurately created and well-maintained. "We laid the foundations together," Tews recalls. "And then we perfected the system for ourselves. But that doesn't mean it's all finished. The system isn’t static: Ina certain sense it’s alive, and it’s constantly being modified to meet new requirements and findings."
The effort that the experts at Dornbusch put into preparation has paid off.On average, we’ve reduced our programs’ processing time by between 20 and 30% in processing time for our programs,
CAM head Tews summarizes. "For especially suitable programs with a high degree of automation, the savings can be up to 50%. We currently have a number of key colleagues who are retiring, and they can't be easily replaced due to the skilled labor shortage. The time saved with Tebis 4.1 helps us overcome this problem. We're already doing a lot with Tebis and are exploiting many possibilities. But there’s much more to it than that. We're still working on it. Working out the optimal solutions is a challenge that’s worth taking on.“
Richard Pergler
 Tebis 4.1 enables many processes to be linked together – with corresponding options for data preparation and programming. For example, we can represent how the individual structures in a die affect each other. – Photo: Pergler Media
Tebis 4.1 enables many processes to be linked together – with corresponding options for data preparation and programming. For example, we can represent how the individual structures in a die affect each other. – Photo: Pergler MediaProfile
Dornbusch GmbH & Co. KG
A family business founded in 1922, Dornbusch is currently managed by the fourth generation. The company has its roots in foundry model making, but the areas of activity have changed significantly over the company's 100-odd years of history. The 45 well-trained employees see themselves as pioneers in the field of embossing-pinch dies. Their portfolio also includes blow molds, deep-drawing dies, foam molds, RIM dies and forming and stamping dies – as well as test gauges and measuring and machining fixtures. They also provide services like contract deep-hole drilling and milling and part manufacturing on a contract basis, including on the company’s Olbrich hot forming press.Focus
Parametric design and programming
In Version 4.1, Tebis now provides a newly developed robust hybrid CAD system that combines solid technology with the proven Tebis surface technology. In contrast to many other volume-based systems, Tebis doesn’t distinguish between surfaces and open or closed solids. This is a real advantage for process automation: With parametric design, surfaces and solids retain all the information on their creation process. This means that each state of every element is saved over the course of their development, making it possible to make changes at any point: Each element’s parameters can be modified at any time – including length, radius and direction. If one parameter is changed, the entire element also changes accordingly. The individual elements are also associatively linked to each other. If the user changes one element, all dependent design elements can be updated with a mouse click.Perspective
An effort that pays off
Before a company can benefit from the advantages of automated programming, it first needs to lay the foundation in the form of libraries: for example, for tools and clamping devices. And in this process: The more detailed the relevant information stored, the more extensive the resulting automation can be. And it's well worth the effort: Time-savings at Dornbusch are generally between 20 and 30% and even up to 50% for especially appropriate workpieces. Tebis reliably relieves programmers of many routine tasks – giving them more time to work creatively on optimized programs for the customer. Or at least to somewhat mitigate the skilled labor shortage in CAM programming.












