

Improved deep drilling – 7 tips
Deep drilling isn’t simple, but it doesn’t need to be complicated. By observing some basic points in the beginning, you can save time and prevent surprises. In my recent customer visits, I’ve looked more closely to see where the most frequent problems lie in deep drilling and have put together some tips for you, from collision checking to multi-step drilling. In my webinar, I’ll provide specific practical examples that show how simple deep drilling can be in the digital process and what you need to know. Are you ready?

Tip 1: Special deep drilling oils work wonders
Many customers complain about too short tool service life. This problem can usually be counteracted very easily: You should use special deep drilling oils instead of the usual cooling lubricants. Their use results in better tool pressure and improved chip removal. This in turn leads to longer tool life, better surface quality and a more accurate part. Some tool manufacturers advertise that their tools can also achieve these results using normal cooling lubricants. However, this places high demands on the tool surface and coating. The lubricant should always be selected with care and matched to the tool and the machine.
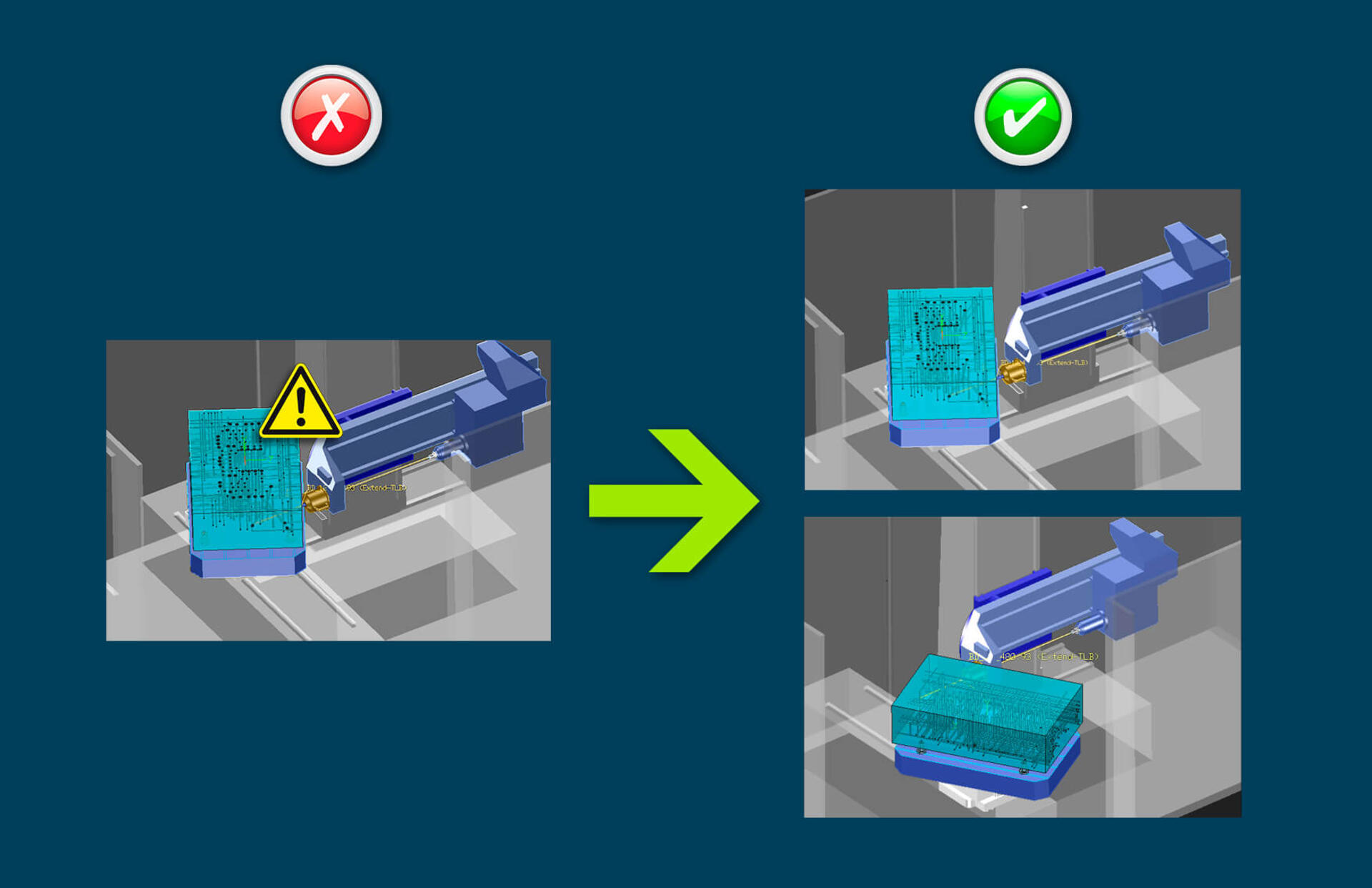
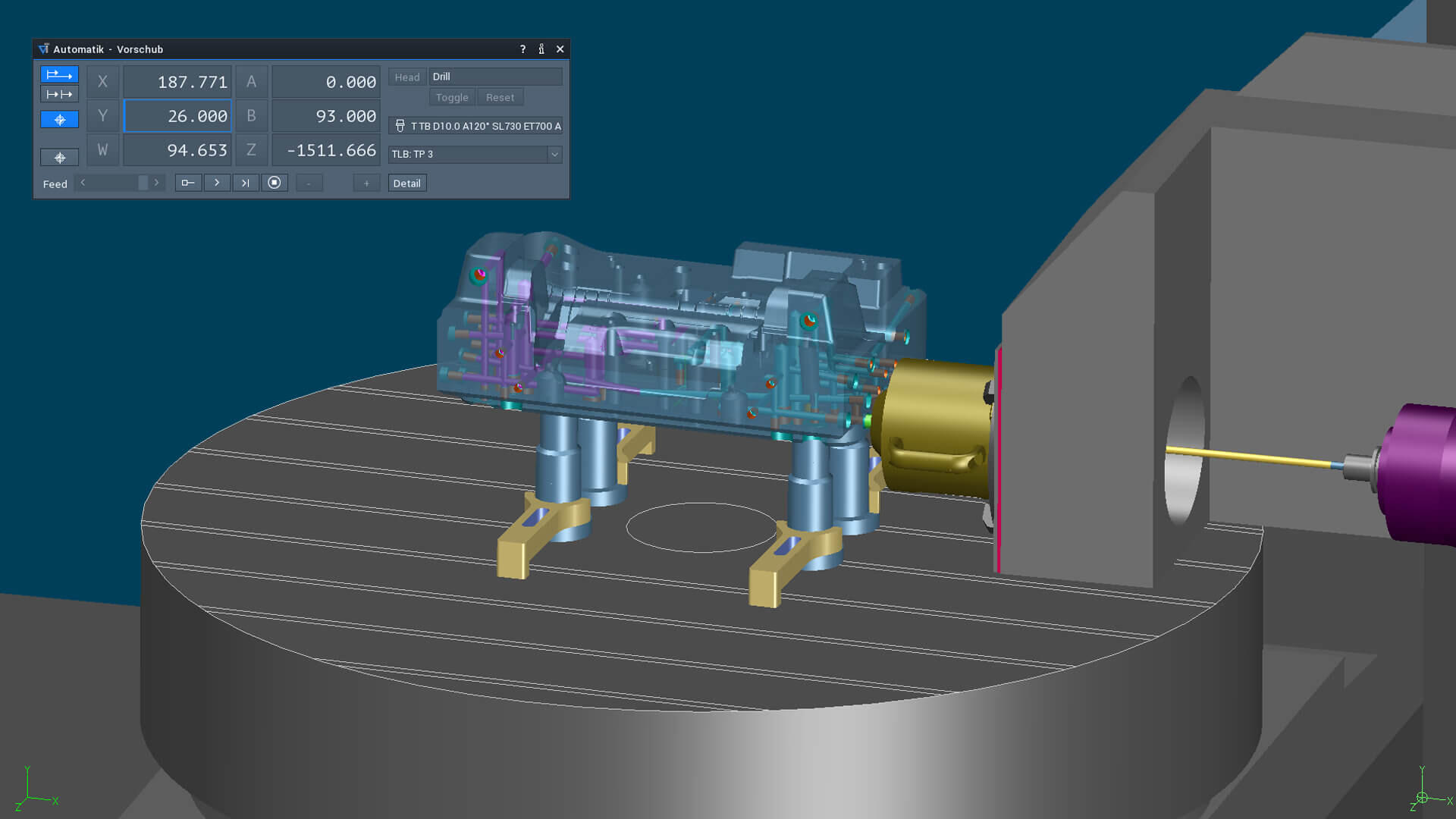
Tip 2: Visualize complex situations in advance
Another major concern for deep drilling machines is the risk of collision. This is high risk due to the complex interference geometries, especially from the Z axis of the machine housing. The axis is flanged on because the machine has to pivot. A CAM solution with integrated collision checking is of inestimable value in this case. It enables the detection and correction of potential collisions in the CAM environment: for example, by selecting a different drill bush above or by changing the pivot direction below. You can learn how to reliably prevent collisions in the webinar "Deep drilling made easy".

Tip 3: Minimize tool changes
Tool changes cost you time, especially if they have to be performed manually. This is the case for most of the deep drilling machines currently in use. That’s because deep drilling machines featuring automatic tool changing are very expensive and their acquisition usually only pays for itself in specialized companies. Here as well, it’s best to move as many decisions as possible "up front" in the software, which supports the user with intelligent software solutions that can be automated: For example, in Tebis, you can optimize tool selection in the virtual work environment, thereby avoiding unnecessary tool changes on the actual machine. This information is sent to the machine in the same way.

Tip 4: Optimize machining for the machine and tool
Pilot bores must be top quality, in other words, fit quality. Special pilot drills are extremely accurate. They help achieve such a high surface quality that no reaming tools are required. But what can you do if the bores aren’t accessible with the drill bushing, or if you perform deep drilling on a machine on which drill bushings can’t be used? The answer is simple: You can create an automation template in the CAM system for both applications: One for pilot drilling with the pilot drill without reaming, and one for pilot drilling without a pilot drill, with drilling and reaming.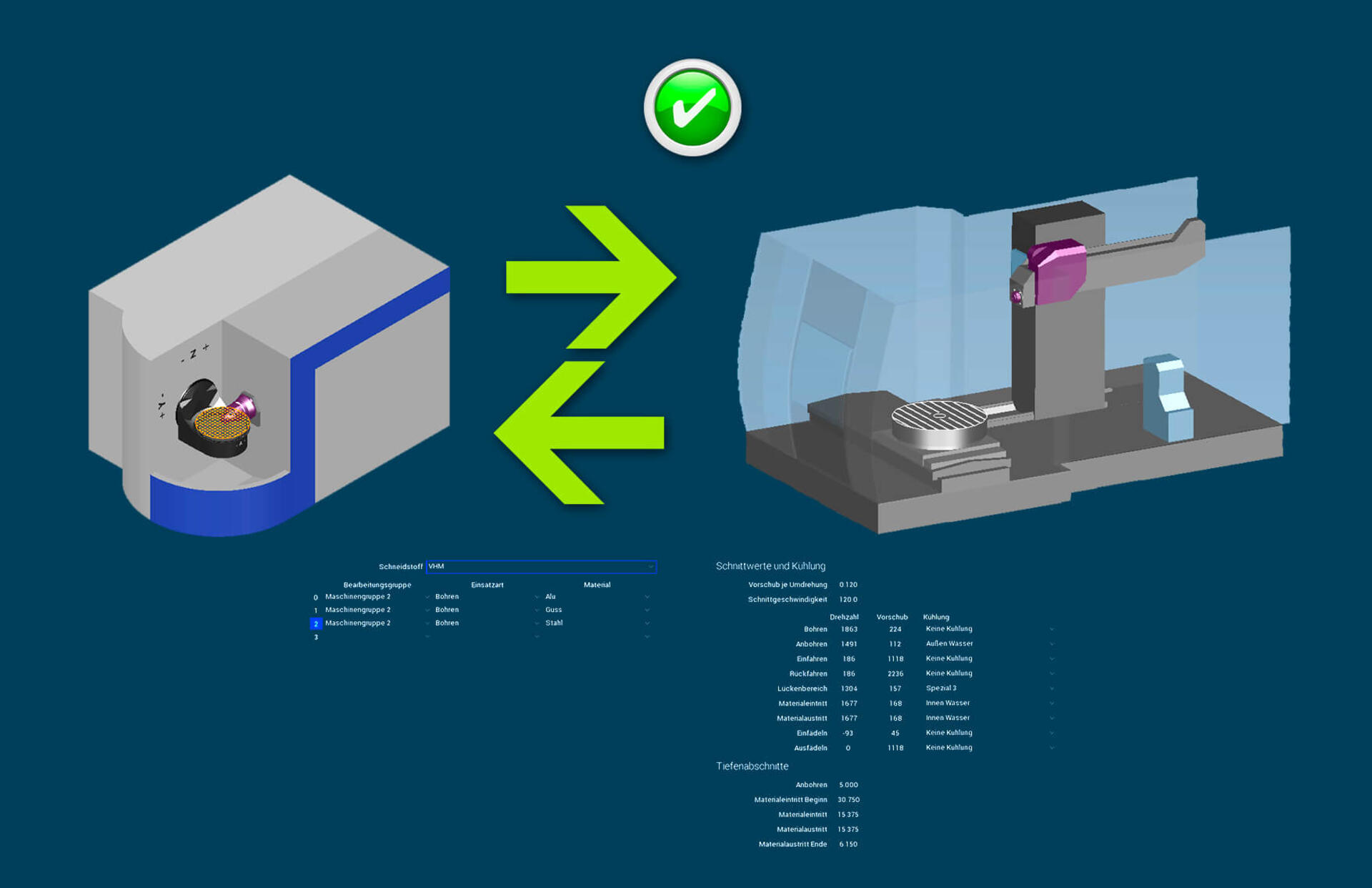
Tip 5: Machine changes made easy
The actual machine change also has to be fast. For example, switching from a deep drilling machine with drill bushings to a milling machine without drill bushings because a new order intervenes, or between two deep drilling machines with different tool sets because a machine goes down. Here as well, automation templates simplify your daily tasks: All you have to do is select the new machine and re-output the NC code. In principle, the appropriate cutting data can be stored in the virtual CAM environment for every tool and for every situation that can arise in deep drilling – completely independent of the part.
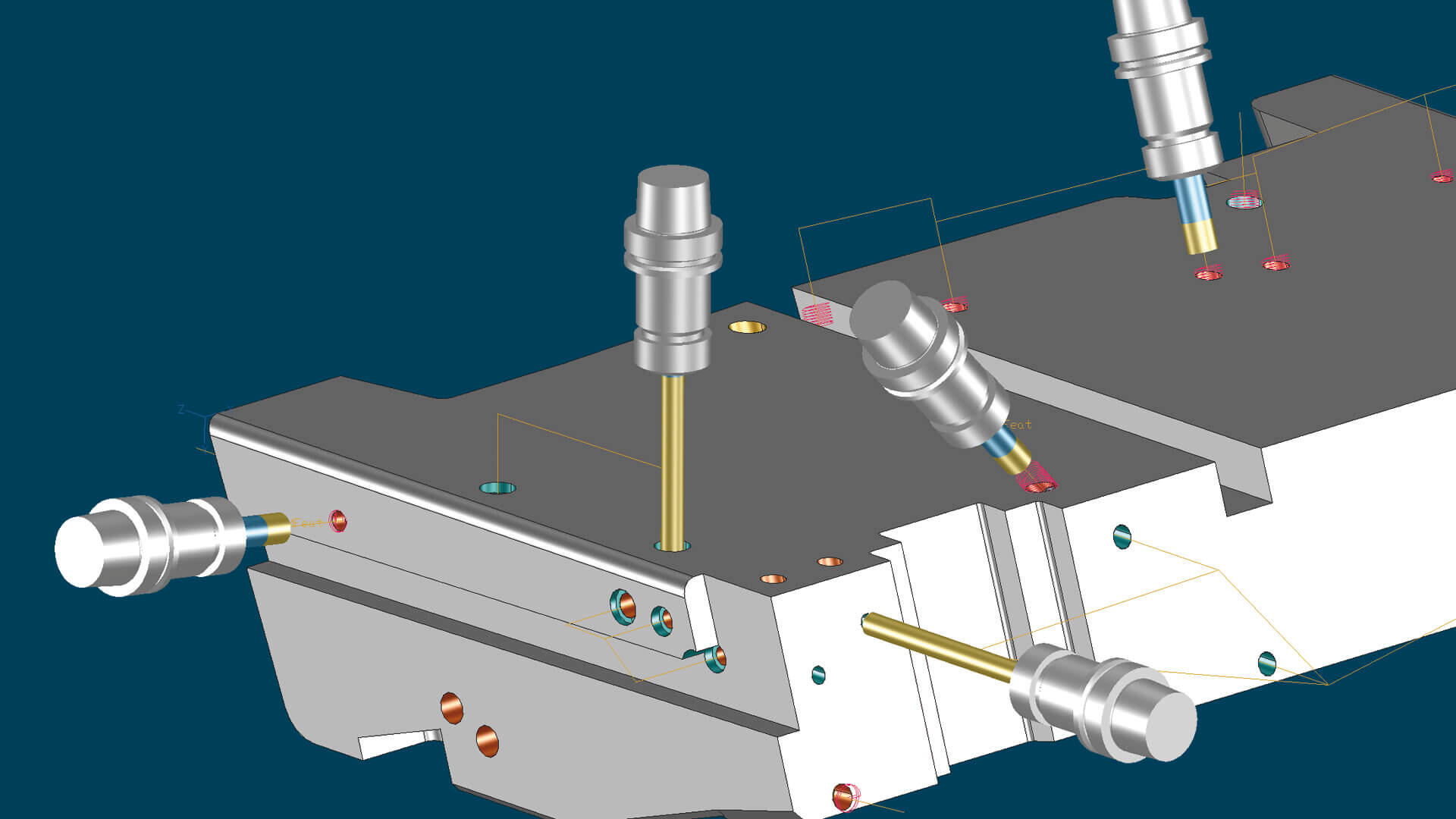
Tip 6: Machine multi-step bores quickly and easily
In the absence of an automation solution, many users find it difficult to efficiently machine complex multi-step bores. And no wonder: Often up to six work steps are necessary before the bore is finished: for example, spot facing for an angled bore, pilot drilling, deep drilling, thread tapping and thread milling. Deep bores and "normal" bores with thread geometries can be separated from each other in Tebis. The pilot depth for spot facing and the necessary spot face depth are automatically detected.
Tip 7: Save even more time with multi-sided machining
I always hear that machining on the machine takes too long because machining from four sides has to be programmed separately in many systems. In Tebis, we integrate this in a single NC program, so machining is performed around the entire circumference – even on complex parts. That’s much faster. Here too, you can specify the machining sequence yourself with automated support.
Our blog author:
