

-

CAD/CAM for increased manufacturing capacity
Series production is actually a non-starter in die and mold manufacturing, with its usual lot size of one. But any company that uses standardization, consistency and simulation in manufacturing like Frimo Sontra can achieve the results of industrial manufacturing, with the corresponding competitive advantage.
Company
Frimo Sontra GmbH
Location
Lotte, Germany
Focus
Reliable complete machining and operation of multiple machines
Benefits:
- Standardized manufacturing process
- Collision-free machining
- Quick access to manufacturing information
Sector
Automotive
Mold manufacturing
Published
2013
Interviewee: Jürgen Fichtner, Operations manager
We were able to take over three more machines from a different location and operate them with our available personnel. This corresponds to roughly 12,000 hours of additional manufacturing capacity per year that we no longer have to purchase from external contractors.
Jürgen Fichtner, Operations manager, Frimo sontra GmbH, Lotte, Germany"We're confronted with completely different manufacturing requirements from one day to the next. This makes it especially important for us to have a consistent, reliable processing path from design to the completed part," says Jürgen Fichtner, operations manager at Frimo Sontra GmbH. This location is the competence center for the production facilities needed for stamping, pressing, molding and die drawing of plastics in the Frimo Group. The production of tools and facilities for processing composite materials has become increasingly important for the company in recent years. Perhaps this broad product spectrum is one of the reasons that CAD/CAM systems from Tebis AG in Martinsried, which are known to be especially versatile and flexible, have been in use at Sontra for over 20 years.
 Jürgen Fichtner, operations manager at Frimo Sontra GmbH, is delighted with the increased manufacturing capacity.
Jürgen Fichtner, operations manager at Frimo Sontra GmbH, is delighted with the increased manufacturing capacity.However, only two additional systems were in use until just recently. At the same time, excessive reclamping impeded efficient complete machining, and the insufficient reliability of program generation prevented unattended machining or the consistent operation of multiple machines by one operator.
Simulation yields reliability and efficiency
"In an initial step, we switched to Tebis for programming 2.5D drilling and milling," explains Volker Hohmann, who is responsible for NC programming at Frimo Sontra. "We aligned ourselves with the standardized, paperless manufacturing processes of automobile manufacturers, who use tools such as color codes to ensure that every detail in the geometry is correctly machined."
 With his Tebis workstations with integrated NC simulation, Hohmann ensures that the 12 machining centers are always in productive operation.
With his Tebis workstations with integrated NC simulation, Hohmann ensures that the 12 machining centers are always in productive operation. Simulation and NC documentation in the Tebis Viewer give the machine operators the confidence of knowing that everything will go well.
Simulation and NC documentation in the Tebis Viewer give the machine operators the confidence of knowing that everything will go well.The Tebis Simulator was then introduced, initially with the intention of enabling more reliable and effective operation with 5-axis simultaneous machining programs. "We have parts weighing five to six tons on the machining table. The machine head has to travel extremely close to the part during machining," Fichtner explains. "The operators have to be certain that everything is proceeding without collisions in these situations, because they often can't even see what's happening." Then NC documentation was moved to the Tebis Viewer to enable the machine operators to see the machining steps and to have access to all of the necessary information. Now we no longer have to leaf through thick bundles of papers to find the required information; instead, we can just open the corresponding 3D data set.
Hohmann brings up an additional advantage: "The simulator helps us better utilize the machines, because we can determine exactly which is the smallest possible machine for a given order, even before programming. Previously, the next larger machine was used as a precaution. This resulted in unnecessary bottlenecks on the larger machines."
 The starting model with manufacturing structures and NC templates helps to quickly generate the necessary NC programs for this matrix substructure.
The starting model with manufacturing structures and NC templates helps to quickly generate the necessary NC programs for this matrix substructure.Complete machining and operation of multiple machines
After implementation of the Simulator, most parts at Frimo Sontra could be machined on all sides with only two setups, and the operation of multiple machines became the standard. However, there were two exceptions: "At the time, we still had two of seven employees in NC programming who were not calculating their 3D NC programs with Tebis," says Fichtner. "We couldn't use comprehensive testing with the Tebis Simulator in these projects." The obvious choice was to switch NC machining entirely over to Tebis. This move also had organizational advantages: Finally, all NC programming personnel are now working with the same system, making it much easier to transfer projects.
Even if they were skeptical at first about the new and initially unfamiliar work environment, these employees quickly came to appreciate Tebis. Their quick familiarization was also supported by the well-structured work environment in Tebis, with its tool database and NC templates for quickly generating the required NC program. Hohmann and his team constructed roughly 20 different starting models for this purpose, classified by the typical component categories at Frimo Sontra such as aluminum castings or cutting blades. External service providers also work with these starting models and are thus smoothly integrated in the established manufacturing process.
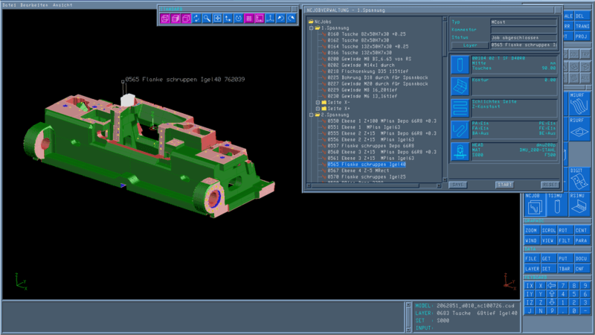
 The NC simulation integrated in Tebis checks the complete NC manufacturing before processing in the shop. Even this matrix substructure is prepared using the same starting model and the same NC templates.
The NC simulation integrated in Tebis checks the complete NC manufacturing before processing in the shop. Even this matrix substructure is prepared using the same starting model and the same NC templates.Series production of carbon fiber-reinforced molds
The degree of success Frimo achieved using Tebis starting models and templates can be seen in a project requiring the machining of 2,800 mold halves. These molds were used for manufacturing CFK parts for use in the aerospace industry. Each of them had individual contours at a warranted maximum geometric tolerance of +-0.05 mm and a manufacturing time of between 6 and 10 hours. The Tebis templates enabled the generation of the NC programs in a maximum of one hour each. With the stable process resulting from the use of Tebis simulator technology, only one machine operator was needed, even though up to three machines were operated simultaneously in order to manufacture the large number of molds on time.
 Large machines, large components and machining steps that require the machine head to move close to the contour, mostly on the side facing away from the operator – even situations like this can be reliably managed with checking in the Tebis Simulator.
Large machines, large components and machining steps that require the machine head to move close to the contour, mostly on the side facing away from the operator – even situations like this can be reliably managed with checking in the Tebis Simulator.For Fichtner, the greatest advantage in his current CAD/CAM environment lies in the high degree of process reliability that he can now depend on. Roughly 30% of machining time on the small and medium-sized machines is unattended – for components in a lot size of one. The simulator-tested toolpaths rule out unpleasant surprises involving tripping of travel limit switches or even collisions. At the same time, optimal procedures, tool sequences and strategies stored in the starting models and templates result in more efficient machining. "We were able to take over three more machines from a different location and operate them with our existing personnel, corresponding to roughly 12,000 hours of additional manufacturing capacity per year that we no longer have to contract out," concludes Fichtner.






