

-
Double the productivity with Tebis and ProLeiS
Anyone who thinks that NC automation is only for large companies should take a closer look at PS-Prototypenschmiede in Leinfelden-Echterdingen near Stuttgart. With only six employees, this innovative company relies entirely on standardization and manufacturing optimization.
Company
PS-Prototypenschmiede
Location
Leinfelden-Echterdingen, Germany
Focus
Prototypes and pre-series parts
Benefits:
- Complete planning and control with Proleis
- Automation and standardization
- Chip-controlled manufacturing
Sector
Component manufacturing
Published
2016
Interviewee: Rolf Hädicke, Mark Gras, Managing directors
With the help of Tebis and ProLeiS, our machines are now operating at 90 percent capacity. We now need only three to four weeks for machining operations that used to take six to eight weeks.
Rolf Hädicke and Mark Gras, managing directors of PS-Prototypenschmiede GmbH, GermanyWhen young entrepreneurs Rolf Hädicke and Mark Gras started PS-Prototypenschmiede less than three years ago, they were in perfect agreement on one point: "Just giving it a whirl" was not their approach. Success of the company was to be ensured right from the start with a future-oriented overall concept with clear structures and standardized processes.
The plan worked: The objectives of the business plan were fully achieved in the first year of operation in 2014.
The specialist for prototypes and pre-series parts
The core competence of PS-Prototypenschmiede is in the production of aluminum parts as a system supplier. They primarily manufacture prototypes and pre-series parts. However, the company has also made a name for itself in series production – especially as a "savior in the hour of need". Hädicke and Gras and their team are always on hand to "rescue" a customer's timeline on short notice when the customer is in a bind.
These two "guys" are able to work highly efficiently, remain very flexible and still deliver top quality. This is because PS-Prototypenschmiede doesn't focus on the "what" in manufacturing but rather on the "how". Keyword: Automation.
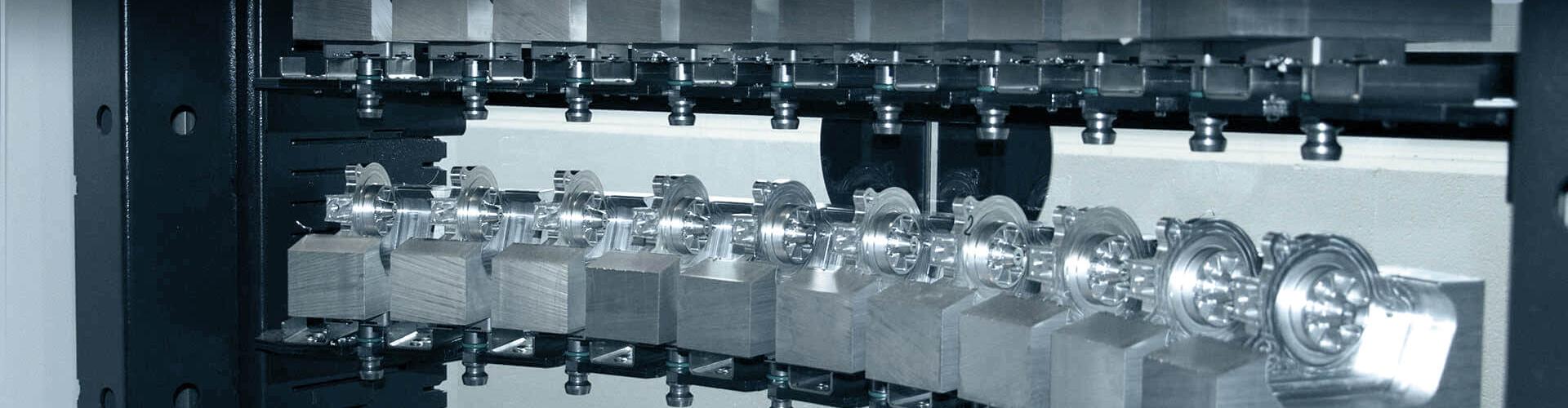
Typical A-series parts milled from solid material – with maximum precision thanks to high-speed cutters (HSC). Left: Four inserts with a total of two hours machining time, milled in a single setup. Right: Shock mounts in two variants, one hour machining time per pair, one setup.


It's as though the parts manufacture themselves
We get a first impression of the company's "recipe for success" from a visit to the machine building. Everything is essentially taking place at once: Multiple workpieces are being set up simultaneously while other workpieces are being machined in full swing. The three 5-axis high-speed simultaneous milling machines, the Mikron XSM 600U, the Mikron HSM 600U LP and the brand-new Mikron XSM 600U LP are running at full speed.
The processes behind the scenes are at least just as interesting as the high-tech machines themselves. All of the machines have integral pallet changers, so up to three zero-point clamping systems with diameters of 50 x 50, 150 x 150 or 240 x 240 millimeters can be used depending on the machine. All of the machining and tool data as well as the exact position of the workpiece are saved on chips integrated directly in the pallets. This information can be automatically called up and transferred to the machine. When the workpieces arrive at the machine – at exactly the right time, of course – the correct NC program is already in place. The machine manufacturer's cell manager is directly accessed without the need for any manual startup of the machines. A linear unit loads the machines and exchanges the workpieces.
But how can these processes function so smoothly? How can such good and reliable NC programs be created so quickly?
"The sales guy" Hädicke has the answer: "First of all, we obviously have the team we need. Our personnel have the best possible training and always give 1000 percent. But we also need a powerful software tool that completely models our automation process, and a system with which we can plan and control overall manufacturing." The CAD/CAM software PS-Prototypenschmiede relies on is Tebis. The company decided on the ProLeiS process, instrumentation and control system developed by ID GmbH for planning and control. Neither Tebis nor ProLeiS were on board at the start. ProLeiS is offered, supplied and implemented by Tebis.
The XSM 600U with 80 pallet spaces (left) and a linear robot unit with 267 pallet spaces and three different pallet sizes (right). The linear unit loads the HSM 600U LP and the XSM600U LP.


Tebis beats out five competitors
"We quickly reached our limits trying out automation with our old CAD/CAM system," explains "technical guy" Gras. "Programming was also extremely cumbersome. We were completely unable to optimally utilize our high-end machines. We didn't take any shortcuts when deciding on a new system: The software had to be absolutely perfect; we didn't want to make any mistakes. We therefore went right ahead and thoroughly tested six systems at once." Gras explains why they finally decided on Tebis: "The main reason was certainly the fact that Tebis completely models our entire automation process. Tebis puts a lot of emphasis on automation. The entire milling logic is also convincing. Just a few examples: The simulation methods and the virtual machine not only provide for collision checking, but can also be ideally used already in planning The Tebis feature scanner automatically detects feature types such as holes, threads and toleranced fits and summarizes these in manufacturing categories. The Tebis libraries, such as the tool table with cutting parameters, and the template methods enable absolutely standardized NC programming. The templates are set up once and new programmers can work very efficiently with them after just a brief training period."
Solutions directly from the manufacturer
"A personally appealing aspect for us is that Tebis is also a manufacturer itself," continues Hädicke. "Manufacturers simply identify completely differently with their product than dealers. This is immediately noticeable with Tebis. The customer support and service personnel are always on top of things. They really want to help us and they offer solutions that are exactly customized for our processes."
Direct interface with ProLeiS
"A giant plus was also the integration with ProLeiS," explains Gras. "The NC programs created in Tebis are linked to ProLeiS and are matched with the manufacturing control center. Many processes can be started directly from Tebis: For example, when the NC programmer outputs his programs, they already appear at the machine operator, who can decisively assign them. Without ProLeiS, the processes in the machine building couldn't function in this way."
ProLeiS ensures process-oriented manufacturing control
PS-Prototypenschmiede plans the entire process from data entry to product delivery directly in ProLeiS. Specifically, here's how this works: All of the available resources such as personnel, tools and machines are represented in ProLeiS. For example, tools are automatically replaced based on their service life. Templates for manufacturing processes including empirical values for expenditures are stored. For a specific order, specific deadlines such as order receipt, data entry and completion then form the planning milestones. These are then automatically compared with the actual capacities available as processing continues. The calculated and actual times required are continuously synchronized. All ongoing processes are accounted for. Which employees are currently working on which tasks? What is the current machine utilization? Which tools are being used? The manufacturing data are thus always available in a clear and understandable process structure.
High efficiency
"We have been actively using Tebis since August 2015. With the help of Tebis and ProLeiS, our machines are now operating at 90% capacity," Hädicke enthuses. "We now need only three to four weeks for machining operations that used to take six to eight weeks." Different individual requirements can be integrated in this automation concept. We are always flexible and can sometimes squeeze in individual machining steps without compromising the overall process or having machines standing still," concludes Hädicke. "This frees up our personnel from time-consuming and error-prone routine tasks, enabling them to better focus on their areas of expertise."





