
Call us:
+1-248-524-0430

-
Practical test of run time calculation
Everything must fit together
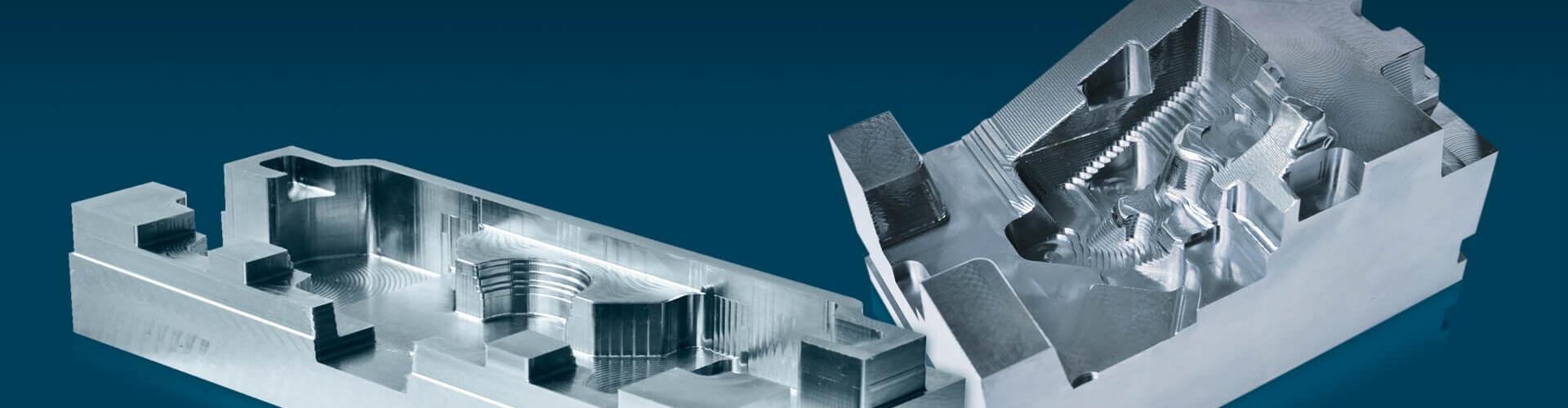
Whether adaptive roughing is appropriate for a part depends primarily on the geometry. This machining type is best suited to parts with deep cavities.
Very important: Technology parameters like cutting data must be optimally matched to the part, the material, the machine and the tools used. Only then can the best possible result be achieved.In our practical test, we compare various machining types for the example of two parts.
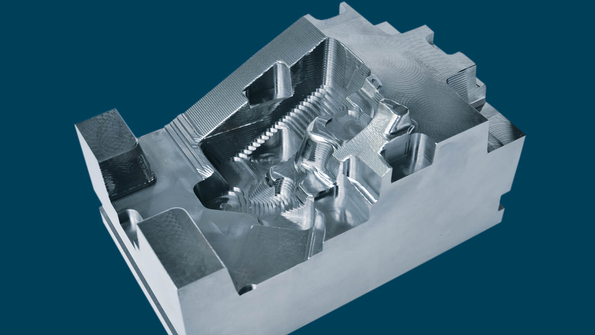
Example 1: Part with many deep cavities
Tool Pokolm D16 HPC cutter Machine DMG HSC105 linear Material Steel Strategy Adaptive Cutting data ae: 1.6 mm
ap: 30 mm
vc: 175 m/min
fz: 0.3 mm
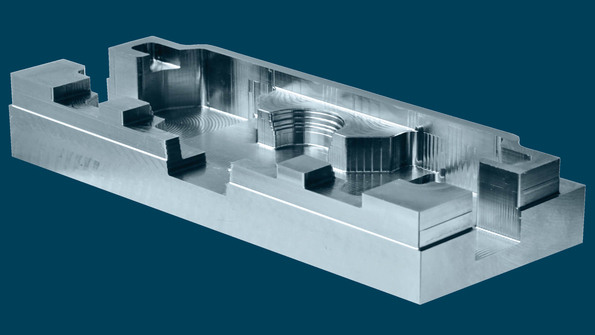
 Adaptive machining is more than 60 percent fasterthan concentric roughing.
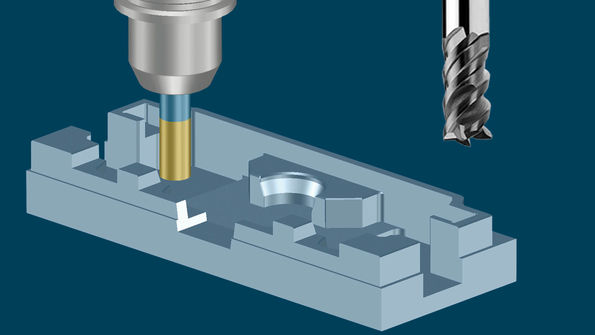
Adaptive machining is more than 60 percent fasterthan concentric roughing.Example 2: Complex part with flat and steep areas
1st machining operation 2nd machining operation Tool Pokolm Spinworx D52 R6 Pokolm D16 HPC cutter Machine DMG HSC105 linear DMG HSC105 linear Material Steel Steel Strategy Concentric Adaptive Cutting data ae: 36 mm
ap: 0.9 mm
vc: 215 m/min
fz: 0.7 mm
ae: 1.6 mm
ap: 30 mm
vc: 175 m/min
fz: 0.3 mm
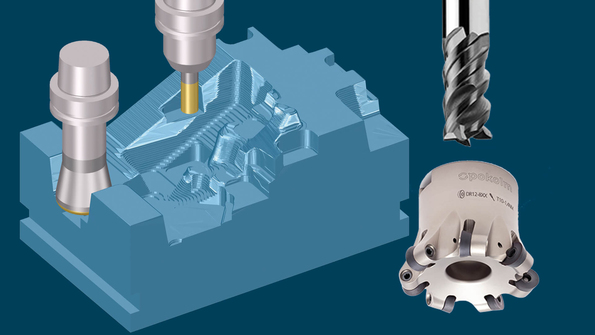 Combined machining is 22 percent fasterthan strictly adaptive roughing.
Combined machining is 22 percent fasterthan strictly adaptive roughing.






