


Surface quality: Mirror-finishing or polishing?
When the focus is on precision and the surface
If the highest surface quality is required in milling, the part is usually polished after finishing. For typical activities in mold manufacturing, this can take anywhere from a few hours to several days. However, it is now becoming increasingly difficult to find skilled workers who can do it. And many customers decline polishing because it compromises geometric accuracy, which is
further intensified by factors, including automation and quality control.
Therefore, it’s desirable to achieve the highest possible surface qualities during milling. However, this often brings up the question of whether the additional cost of machining high-gloss surfaces is justified in terms of cost.
For example, there are large areas where final manual polishing of a good surface finish can be quite simple and cost effective. At a seminar in Attendorn, Germany, machine manufacturer Röders, tool manufacturer Mitsubishi Materials and CAM software developer Tebis compared the cost effectiveness of these two approaches.
They showed how optimal geometric accuracy and surface quality can be achieved by correctly integrating the milling center, tools and CAM software.

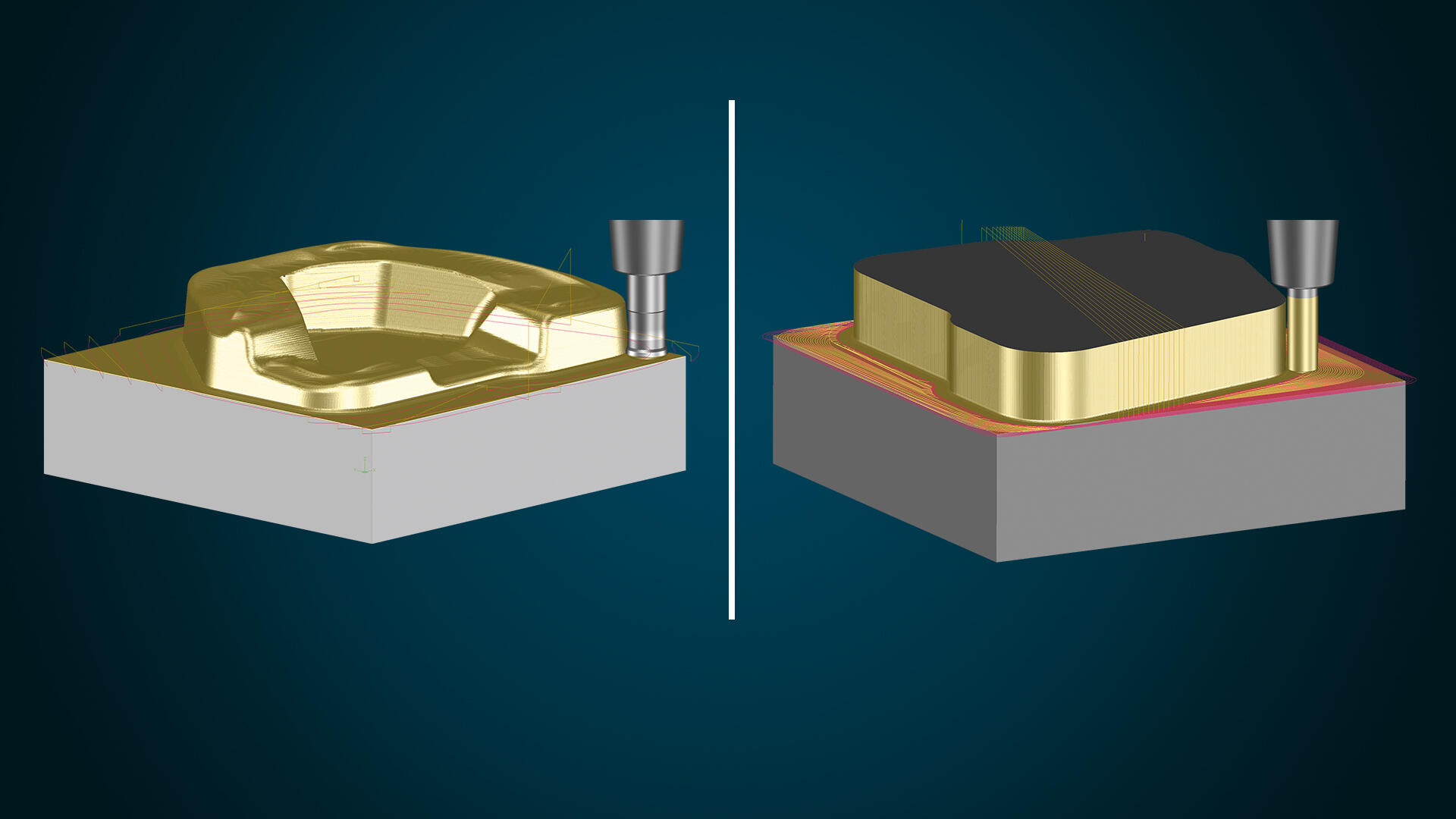
In the example, test pieces were inserts for a sheet metal forming tool made of cold work steel with a hardness of 48 HRC. Two pieces were milled from solid material in a Röders RXP 601 DSH 5-axis milling center using different CAM strategies and appropriate milling tools.
For the first piece, tools and milling strategies in-line with current practices in mold manufacturing were selected. This is referred to as the "classic" approach. In contrast, the possibilities offered by efficient CAM strategies, modern 5-axis HSC milling and new tool designs were fully exploited for the second part.
However, this "modern" approach requires a significantly greater programming effort, especially for the finishing step. The objective in both cases was to achieve the optimal result in geometric accuracy and surface quality.
Classic milling strategies"Die manufacturing is often dominated by milling strategies that have established themselves in the use of 3-axis milling centers," says Marc Fuest, Head of Partner Support at Tebis AG in Martinsried. The reason for this is due to departments lacking time to search for new tools and strategies. In traditional roughing, the material is usually removed plane-by-plane using high feed-rate cutters.
Due to time constraints, dividing the part contours into flat and steep areas is rarely attempted, even though it would be more efficient to mill flat areas with solid carbide cutters and an adaptive milling strategy. A combination of 3-axis and 5-axis strategies is usually inevitable due to the increased programming effort required. The advantage of this approach is that the necessary NC programs can be quickly and easily generated, which has a positive impact on the cost effectiveness of this approach.
Indexable inserts impede automation
"In practice, the classic approach often employs high feed-rate cutters," explained Jörg Janke, Technical Trainer at MMC Hartmetall, the European headquarters of Mitsubishi Materials. In this case, a flat cutter with indexable inserts was used. A clear disadvantage of this cutter solution is that it precludes unattended operation and, as a result, full automation. The reason for this is the risk of severe damage if an insert breaks. The safe service life of solid carbide cutters is considerably longer than that of indexable inserts, which also enables unattended roughing.
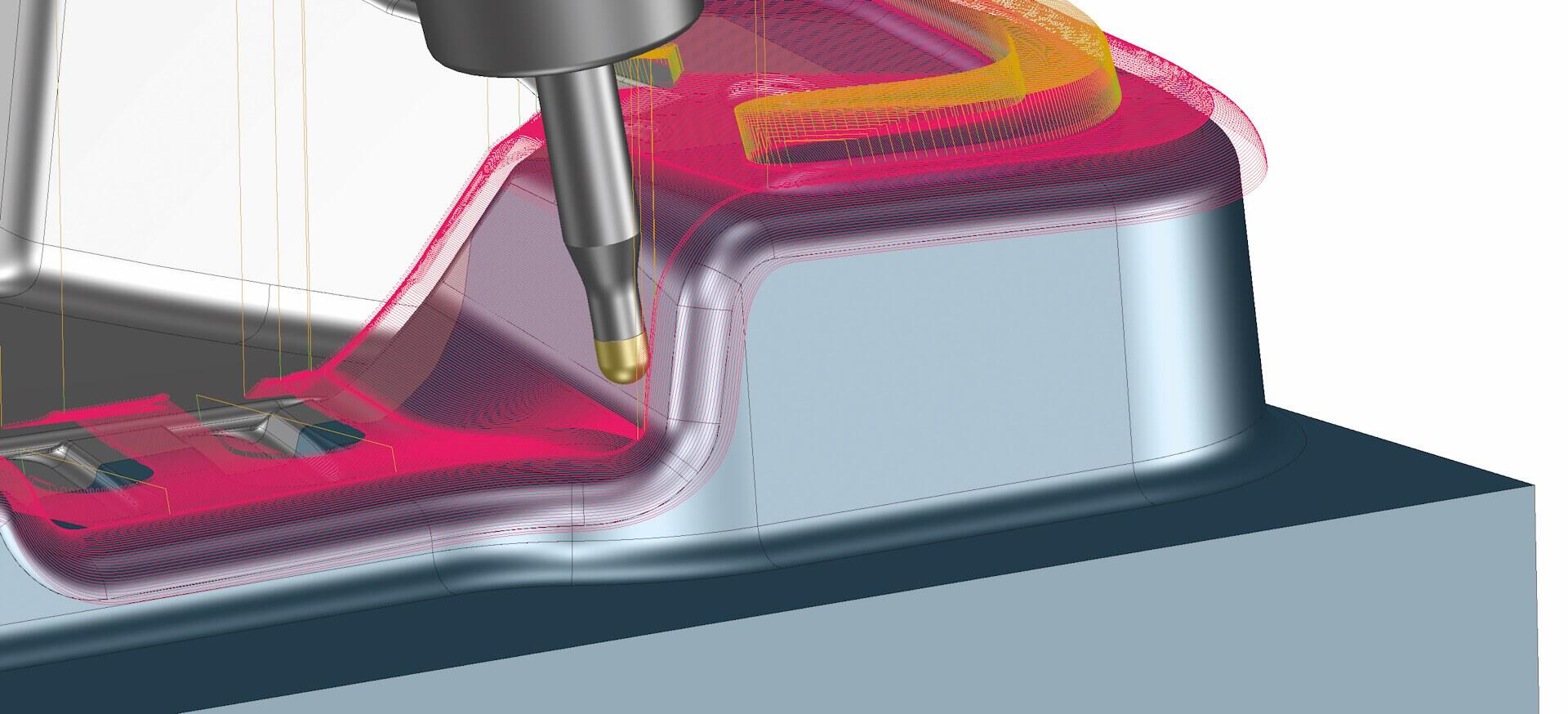
Finishing and surface quality"Unfortunately, finishing strategies rarely focus on surface quality," said Fuest. The selected cutter is often too large, leaving more residual material that has to be removed in time-consuming, subsequent operations. Although the difference between the lateral stepover of a D16 and a D12 ball cutter is minimal, significantly more time than previously saved by the larger stepover is needed to machine the residual material areas afterward. In practice, a part is often first machined in 3-axis Z-constant mode and then in 3-axis axis-parallel mode to minimize this residual material. Although this can be quickly and easily programmed, it takes significantly more processing time. Similarly, 5-axis avoidance or collision-avoidance options are rarely implemented because of the necessary programming effort.
5-axis milling is indispensable if better surface qualities and especially high-gloss surfaces are to be achieved without manual reworking. In this case, the milling path has to follow the surface and the tool must always engage at an angle to avoid a center cut.
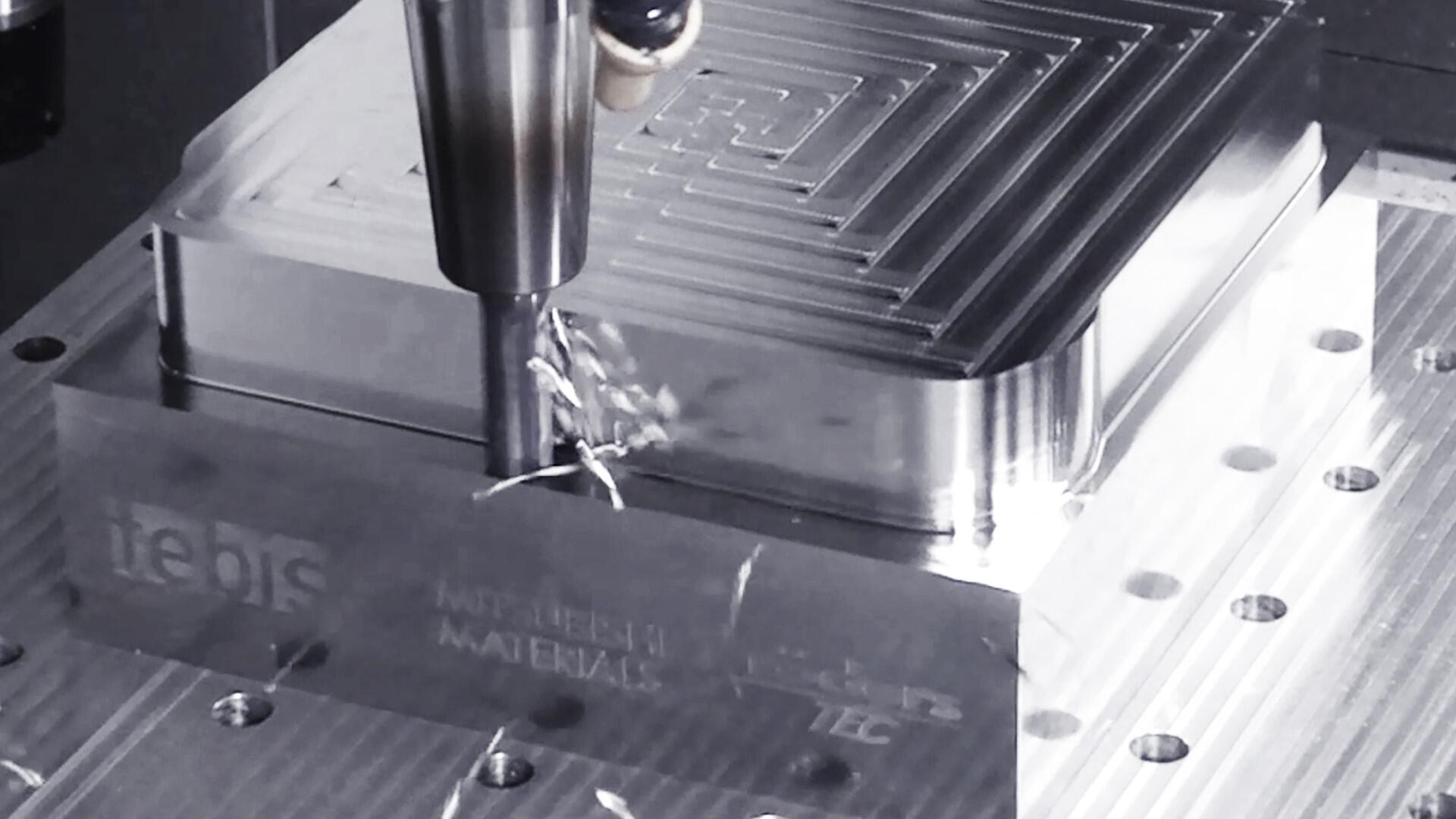
High-performance tools for efficient machining"A solid carbide torus cutter with long cutting edges is recommended for roughing as an alternative to the high feed-rate cutter," said Janke. Therefore, the "modern" approach used a Mitsubishi Materials' MP series DIAEDGE cutter with a diameter of 12 mm and a corner radius of 1 mm. The video sequence with this tool piqued the interest of the participants. Its long, lateral-cutting edges make the tool suitable for trochoidal milling at a high material removal rate, making this cutter’s material removal rate better than that of a high feed-rate cutter, even in classic applications.
A coated solid carbide barrel cutter with a 10 mm shank and six teeth with a radius of 85 mm was used for high-productivity finishing of flanks. This large radius enables a large downfeed on the flanks of the piece with a 5-axis tilt.
For example, a high-precision 1 mm solid-carbide ball cutter with two polished cutting edges is suitable for tight spaces and can be used to machine tight fillets and transitions with very good results. Of course good results can only be achieved with good tools.



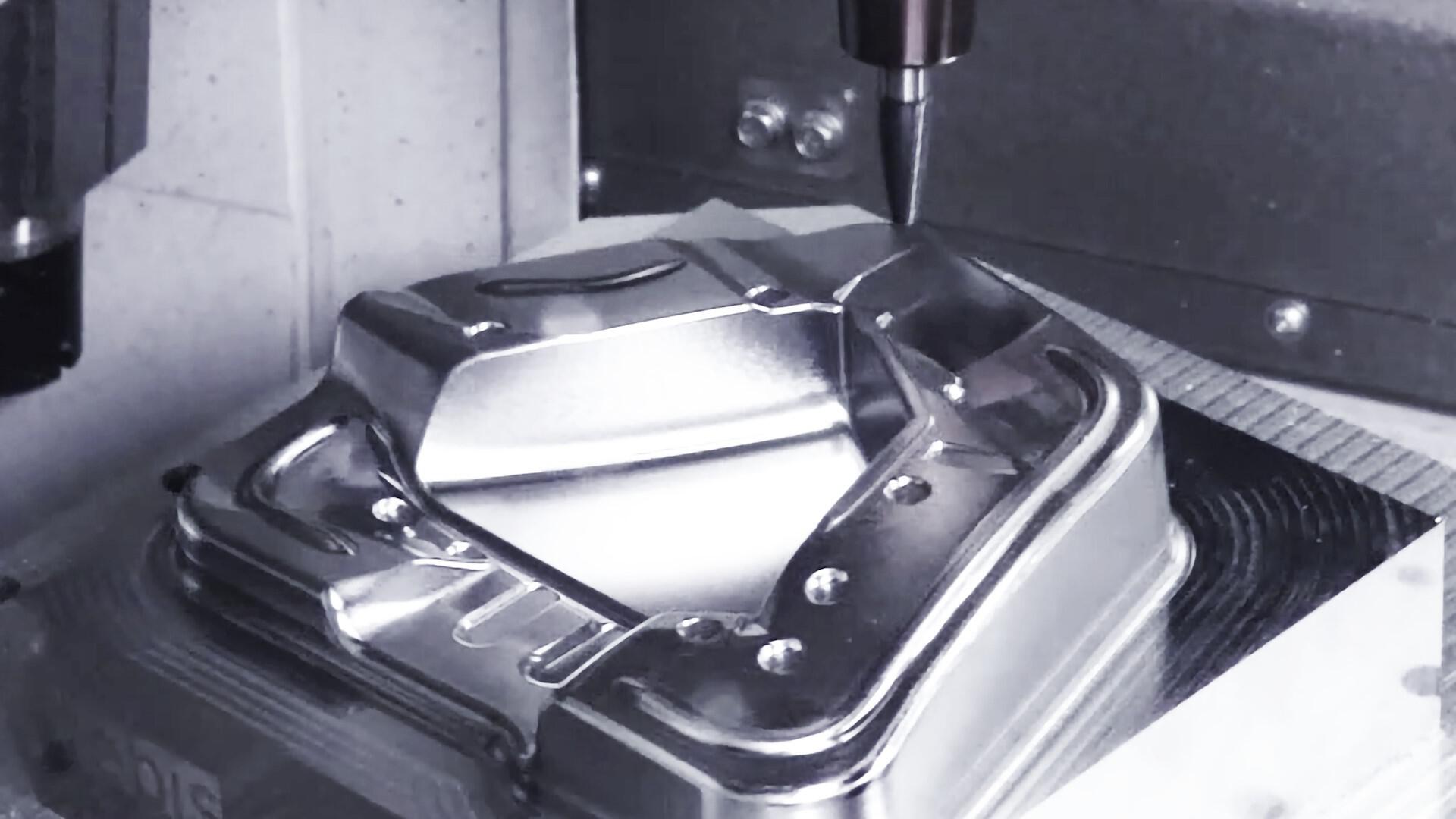
Required: A milling center that is both robust and precise"High cost effectiveness requires the performance of all operations in the same setup on the same machine," says Dr. Oliver Gossel, Head of Sales at Röders GmbH in Soltau, Germany. "In addition to the necessary roughing performance, the machine must be especially able to achieve the required accuracy and surface quality." The 5-axis Röders RXP 601 DSH used for the tests is extremely robust and can handle both roughing and finishing. The HSC spindle reaches speeds of up to 30,000 rpm, and the gantry design and rotary axes with high-load counter bearings ensure maximum rigidity. For optimal precision, all axes use frictionless direct drives supported by frictionless weight compensation in the Z-axis.

Another special feature of this machine plays a specific role in the directional changes that are critical for precision machining. The high "jerk" (i.e., change in acceleration with time) of the drives enables desired feed rate to be maintained for as long as possible, even on highly curved surfaces. Sophisticated temperature management also plays a special role. Because heat is the enemy of precision, all the key system components have their own temperature control.
The temperature of the temperature control medium circulating in this is kept stable with a precision of +/- 0.1 Kelvin. An outstanding unique selling point of Röders systems is the in-house-developed control system.
A block processing time of less than 0.1 millisecond and a look-ahead of more than 10,000 blocks yield optimal accuracy and surface quality. Especially noteworthy is the exceptionally high control speed with a clock frequency of 32 kHz in all axes. This means the toolpath is corrected every 0.03 milliseconds.

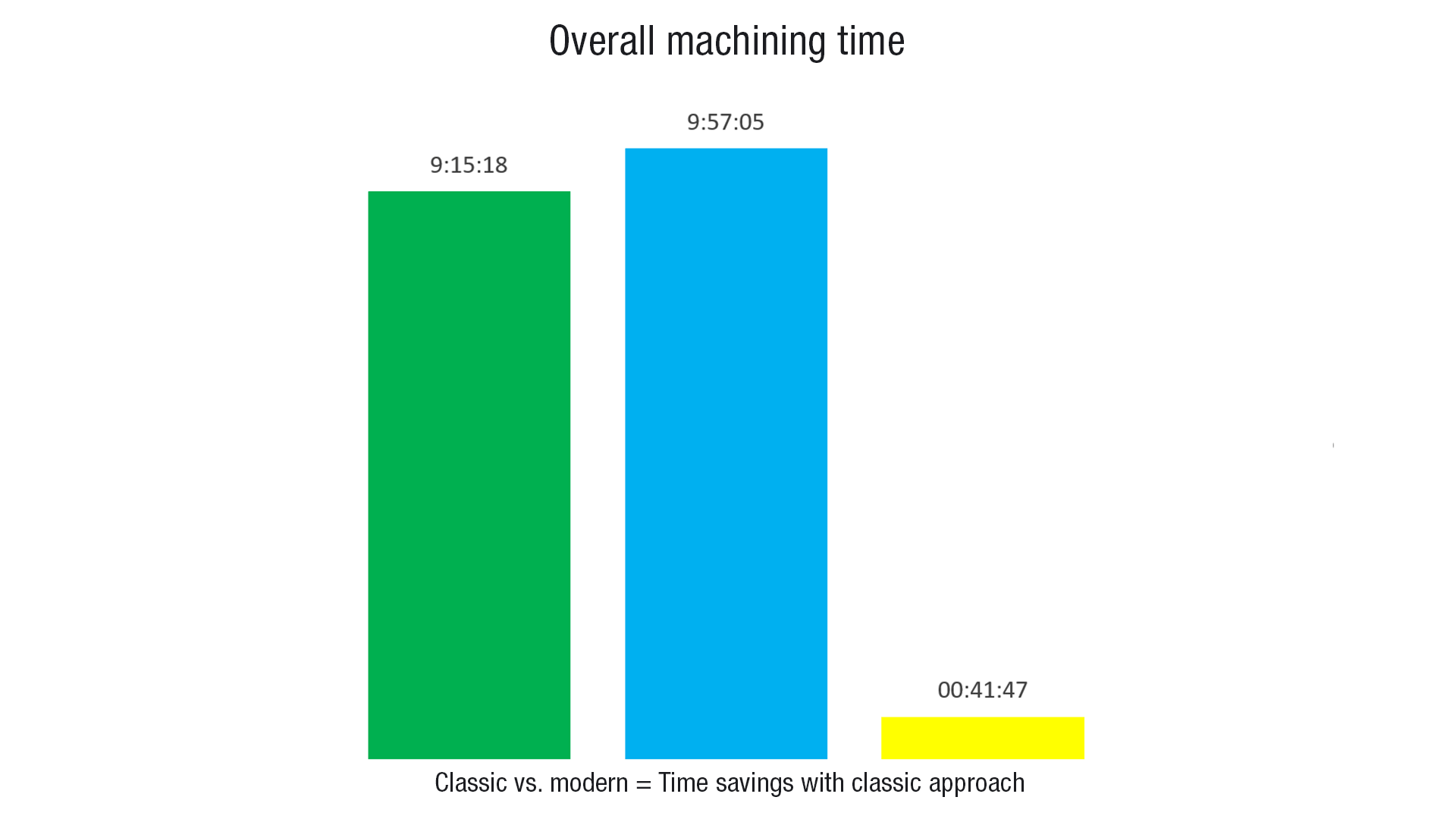
Discussion: Mirror-finish milling or polishingComparison of the two strategies revealed that the programming time of 0:27:30 for the "classic" strategy was only one tenth of that for the "modern" variant at 4:40:15. However, the difference in total processing time was only around 42 minutes better for the "classic" variant. From a timing perspective, the approach has clear advantages. Based on estimates by the presenters, it can be assumed the time required for polishing this part is likely equal to the additional programming effort for "milling" the equivalent surface on the "modern" milled piece, with pro-rated "real" tool costs of €524 to €426.
However, if an optimal surface quality has to be achieved by machining, (i.e., without the distortions caused by manual reworking) the time required is not the primary factor. The "modern" milled variant yielded a roughness Ra of 0.238 micrometers, compared to 0.617 micrometers with the "classic" approach. It became clear over the course of the presentations and discussions that an increasing number of customers are placing high or extremely high demands on surface quality in mold manufacturing. Customers often prohibit polishing of any kind, as this jeopardizes the geometric accuracy and the level of process control.
They indicated polishing times could be up to 35 hours for dies of comparable complexity to the test piece. Several of them mentioned that better surface quality and the possibility of automated operation in the "ghost shift" also justify higher costs for programming and machine runtime. On the other hand, there are still many applications where the “classic” approach yields optimal cost effectiveness, since both programming and processing times are minimal.
In the end, it was agreed that very good results can be achieved with both strategies. Users should select their approach based on the specific requirements of their project.
After comparing the benefits of both machining strategies, seminar participants were eager to apply the newly acquired knowledge in their production. Whether classic or modern: Everyone was caught up by the fascination of machining.
Contact
Röders GmbH, Gottlieb-Daimler-Strasse 6, 29614 Soltau, Germany, Phone: +49 5191 603-43, hsc@roeders.de, www.roeders.de
MMC Hartmetall GmbH, Comeniusstraße 2, D-40670 Meerbusch, Germany, Phone: +49-2159-91890, Fax: +49-2159-918966, admin@mmchg.de, www.mmc-carbide.com
Tebis Technische Informationssysteme AG, Einsteinstrasse 39, D-82152 Martinsried/Planegg, Germany, Phone: +49-89-81803-0, Fax: +49-89-81803-8200, info@tebis.com, https://www.tebis.com