


At P&M Werkzeugbau, Tebis enables automatic programming at the click of a button
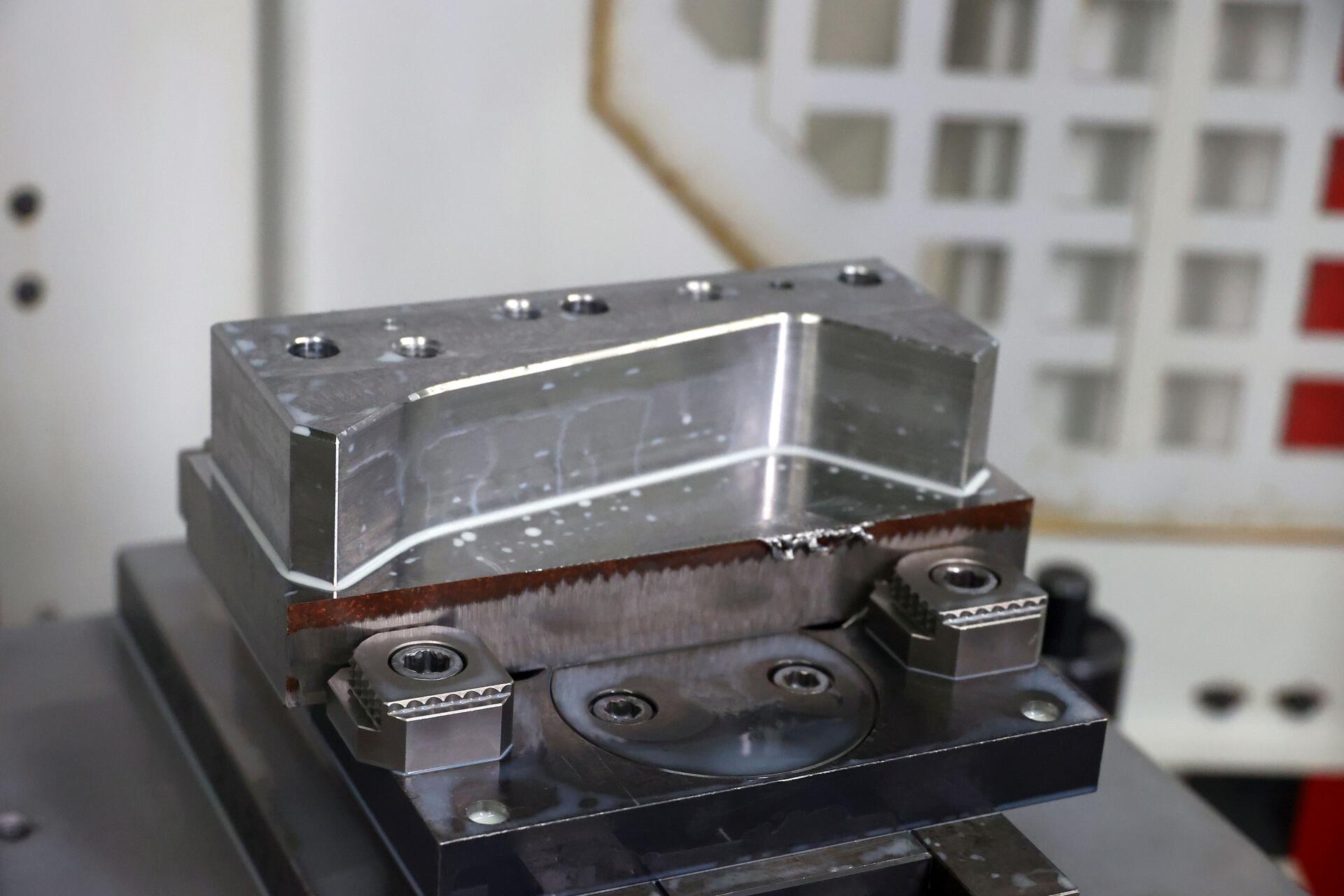
It's not the major components in the progressive dies that require the greatest effort: It's the countless "small parts," from trim to coining steels. With the support of Tebis, P&M Werkzeugbau exemplifies how these workpieces can be machined efficiently and largely automatically – in programming as well as machining.
Company
P&M Werkzeugbau GmbH & Co. KG
Location
Marienfeld, Germany
Focus
Series tools, pre-series and prototype tools for sheet metal forming in the automotive industry
Benefits:
- Automated blade and jaw production, automated CAM programming, rational, economical and process-reliable production, unattended production thanks to virtual machine, digital knowledge databases.
Sector
Die manufacturing
Published
2022

Interviewee: Martin Zetzloff, Head of design and programming at P&M Werkzeugbau
P&M Werkzeugbau in Marienfeld near Harsewinkel, Germany was founded in 1998 and manufactures mostly series dies, pilot series and prototype dies for sheet metal forming for the automotive industry and its suppliers. Their products also include highly complex drawing dies, transfer dies and progressive dies for both technical parts and outer skin parts. These average 25 to 30 t – in the medium size range for dies in the automotive industry.
The expert’s die manufacturing portfolio also includes contract milling, pressing prototypes and pilot and small series on the full production presses in the company's technical center. Despite having a well-defined focus, the company has also positioned itself as highly diversified and viable for the future.
The spectrum of manufactured dies ranges from large molds to dies for the smallest products. The company provides its employees with a high-performance machine park that’s constantly being modernized.The cost factor of nonproductive time
The large components of a die aren’t usually the parts that require the most effort in programming or machining. "Their number and scope in a transfer die, for example, is ultimately manageable,” explains Martin Zetzloff, head of design and programming at P&M Werkzeugbau. "Instead, the challenge lies in the smaller workpieces in sizes up to 500 mm – in the large number of trim and coining steels and sliders that are included in a die.”

More efficient, more cost-effective and safer processing through automation

For this and other reasons, the die manufacturers took a thorough and detailed look at their situation. The sheer quantity of these components led Zetzloff to look for a way to automate his manufacturing process for the die parts as much as possible.
In searching for a partner for this project, the design manager found his way to Tebis, where both the product and philosophy of the software provider and the employees who implement them resonated with him. "Tebis is the only system on the market that enables automation at this quality and to this degree of end-to-end integration," Zetzloff explains.
Along with the experts from the CAD/CAM specialist, those responsible at P&M Werkzeugbau took a highly sustainable approach to the project in the small part domain and then implemented it in stages. The goal was to make production more efficient, cost-effective and safer. Scrap was eliminated as much as possible. Spoiler alert: The company was able to achieve all of its goals.
"The days when we still programmed parts like this individually – those are definitely long gone," the design manager says confidently. "That approach is far too complex, too time-consuming, and just too expensive. Extensive automation of workpiece programming like this is essential for a die and mold manufacturing company that wants to manufacture cost-effectively. Manual labor is expensive for both programming and manufacturing. As a die and mold manufacturer, it can cost you your head if you're not careful."
The Tebis solution is more open and adaptable than other systems
Bringing their experience from many automation and digitalization projects, the Tebis experts worked with Zetzloff's team to sketch out the future processes and structures. "The calculations revealed that we could manage with a single high-performance 5-axis machining center,” the design manager explains. "However, this requires a high degree of automation – both on the machine and in programming.”
The company has extensive NC programming experience dating back several decades. "We’ve already tested and used many different systems," Zetzloff recalls. "But with each system, we experienced the same issue: Though we usually had a very good handle on the large components, the true challenge came from the many small parts.”
The die manufacturers encountered essentially the same problem with each programming system. Where one offered smart 3D strategies, it couldn't drill a single hole. On the other end of the spectrum are "semi-intelligent" 2D programming systems that balk at 3D milling. "We very quickly reached the limits of all the systems we’d tried," Zetzloff recalls. "The program packages limited our options for modification and were very restricted. We often wished for different features or even different approaches than the systems could offer."
Tebis is a very open system. "Which offers so many possibilities for users", Zetzloff affirms. "To put it plainly: Tebis is clearly our best choice as an overall package for sheet metal forming." For example, the interfaces offers to Soflex and to the CAD workstations.

Currently, the small parts are handled by two Hermle C42U Performance Line universal machining centers in the production hall. "The second machine is primarily for backup – so we can ensure stable and on-time processes for our customers and optimally plan maintenance and service," Zetzloff says. "The machines are docked with an RS2 robotic system, with a Kuka robot controlled by a Soflex application to reliably supply blanks to the two 5-axis machining centers and carefully remove the machined parts.”
The centers can now produce parts around the clock, and on average the parts are on the machine for roughly 20 minutes from the first setup. The processing time for the second setup is highly dependent on the complexity of the geometry. "However, automating the machines is only one aspect," Zetzloff clarifies. "Ultimately, the machining centers can't go to work until the parts have been programmed. And that’s where automation approaches provide great potential for efficient programming.”Automating both manufacturing and programming
To ensure that everything works as planned for those responsible at P&M Werkzeugbau, they first joined forces with the experts at Tebis to specify the details of the underlying structures and strategies. "We told Tebis how we wanted to work in small part manufacturing in the future," Zetzloff recalls. "We explained in detail how we want to be able to machine in the first and second setups and what unattended operation means for us. We told Tebis how we want to mill in the future. And the Tebis experts showed how to accomplish those objectives."
The effort that the die manufacturer and the software provider invested in shaping this precise definition of future machining is paying for itself. The system now does exactly what the die manufacturers had hoped for.
Experts from Tebis came to Marienfeld and adapted the system to precisely meet the users' needs and to the range of parts to be machined in order to ensure that the software includes all of the features expected of it by the die manufacturers. They took into account the established conditions in the company and the tools already in use as well as future development opportunities.

To ensure the implementation of effective automation, Zetzloff first standardized the tools, processes and machining operations for its range of workpieces. "A perfect program like Tebis and standardization are always helpful, whether you’re working with a fully automated system or on individual machines," he stresses. "That gives you a good foundation to work from.”
The roles were clearly assigned during the system setup. "The Tebis Implementation department took over the entire NC automation setup," says the design manager. "Everything is configured exactly as we need it, from intelligent NC sets to element features. Tebis handled everything associated with the application and automation.”
This also included connecting the overall system using high-performance interfaces. The open nature of Tebis enables the system to immediately communicate any changes to all relevant systems. This ensures that changes are immediately implemented and that the current data status is available everywhere.The user expertise stored in libraries is the key to successful NC programming
But: "The Tebis platform is essentially empty when it’s set up. It needs to be filled with life by the user," Zetzloff says. "The most important key is the user expertise that flows into the system in the form of libraries. And this is the key to successful NC automation – the libraries containing the data that Tebis needs for programming: The more detailed and comprehensive information in these libraries, the better the automated programming will work.”
Two employees worked at P&M Werkzeugbau for two years to establish the extensive libraries. For example, for each existing cutting tool, they contain all possible application types, exact geometries and optimal cutting data with a high degree of detail.
Zetzloff is more than a little proud of these libraries: "Only the auto manufacturers themselves are likely to have more comprehensive and higher-quality libraries," he’s certain. "The effort that we’ve invested and continue to invest in ongoing maintenance is paying off. Because the more expertise a programming system contains on the categories of a cutting tool, for example, the better it can generate automated programs that also run optimally.”
The die manufacturers have therefore ensured that the overall geometry of the tool and holder can be correctly generated from the libraries by independently measuring and drawing all of the records. Accurate data is recorded for the clamping devices that the die manufacturers fabricate themselves (roughly 90 percent) and for the remaining clamping devices they’ve purchased: The die manufacturers have precisely measured them themselves.
Virtual machine enables unattended manufacturing
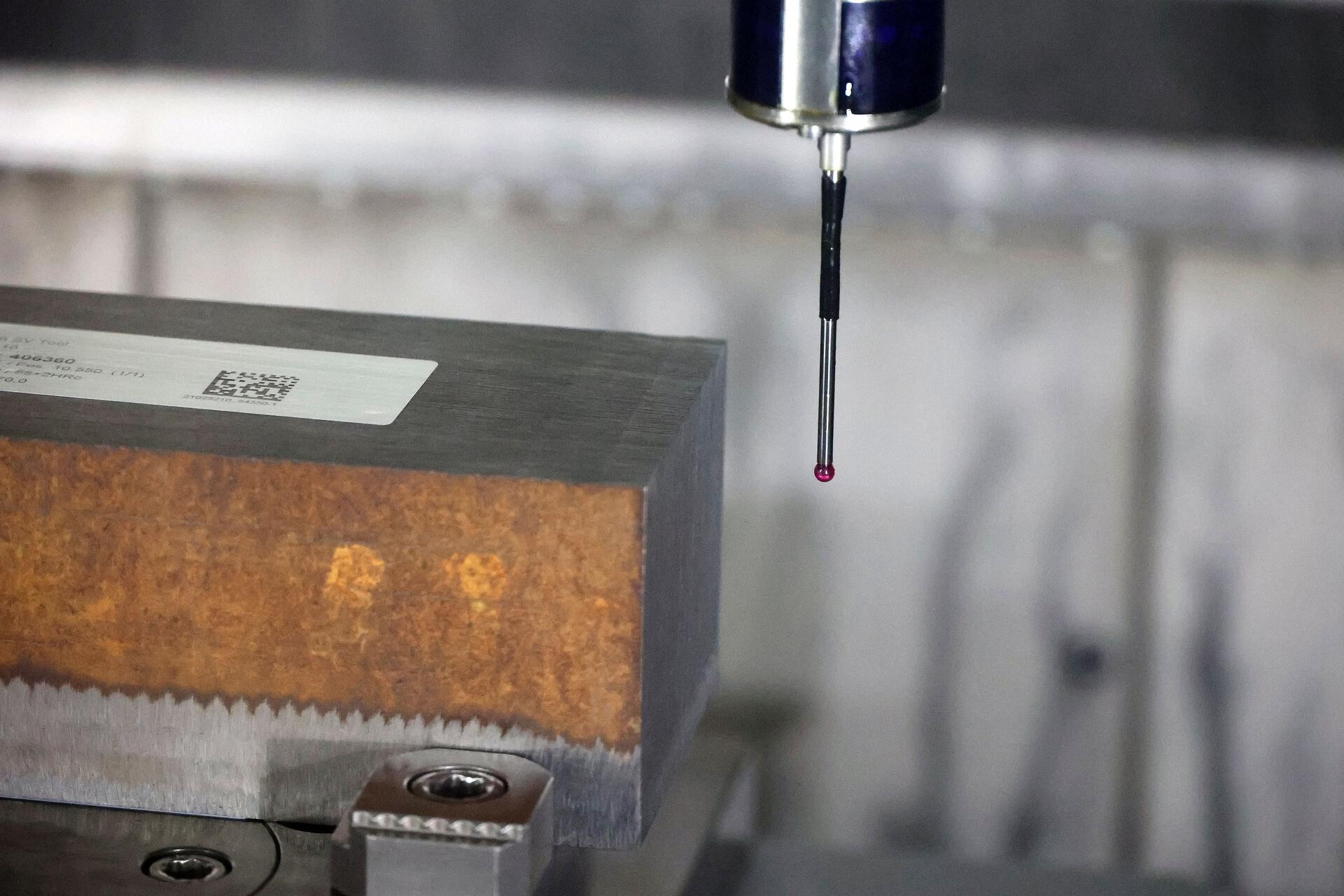
The die manufacturers obtained the geometry data for their two Hermle C42Us in the "virtual machine" provided by the machine manufacturer. "However, we also had a team of experts from Tebis on site with us. The team precisely measured the machine and then implemented it in data synchronization," says Zetzloff. "This is the only way we can be certain that we’re working with the right values and settings – and that everything we simulate in advance can then run on the machine as precisely as it was calculated.”
The virtual world represents all the relevant parameters from the small part manufacturing at P&M Werkzeugbau with 100 percent precision. "This is the only way can we ensure that everything we program is also implemented one-to-one on the machine," Zetzloff stresses. "Our approach to generating programs is on the conservative side. But it’s very safe from a process standpoint. If all collision checks in the virtual world using the data from the machine, tool, clamping devices and workpiece are accurate, then the machine will run safely with no collisions.”
And this applies to all areas: From the first chip to roughing, finishing and fine finishing, all workpieces are processed unattended. The employees set up the workpieces and place them in workpiece storage in the cell. The system then decides when and on which machine the parts will be processed based on their priority. The employees on the machine can now concentrate on what's important, significantly reducing the probability of errors.
The work has become much less stressful for the machine operators. The critical decisions have already been made in advance and have been incorporated in the programs based on the rules and libraries. And all the essential data is clearly recorded in the system: for example, when a tool needs to be changed.


From machine operator to CAM programmer
Even though P&M Werkzeugbau now needs significantly fewer employees on the machines, none of the six employees responsible for small part machining had to leave. The "redundant" employees have become good programmers thanks to the practical expertise they acquired from years of experience and training, and the company benefits from their expertise.
Even for machining operations that many die manufacturing companies would consider "critical," employees no longer need to keep one eye on the machines, not to mention a hand on the potentiometer. This applies to finishing and fine finishing as well as roughing. Zetzloff's team places its trust 100 percent in Tebis, the collision-checked programs and the automated system. And this trust is borne out by their success.Future outlook

P&M Werkzeugbau
P&M Werkzeugbau GmbH & Co KG was founded in Marienfeld, Germany, in 1998. The company develops and produces series dies and sees itself as a customer-oriented problem-solver for the automotive industry and its suppliers. All development and manufacturing areas are combined under one roof – the best prerequisite for speed, flexibility, solution-oriented creativity and absolute on-time delivery thanks to short paths, well-defined competencies and certified processes. Even outside Germany, customers appreciate the combination of professional quality, competent employees, clear processes and the options offered by the high-performance machines.
Automated programming
Tebis uses structured data from libraries and rules defined in NC templates to generate highly automated programs for machining workpieces. The prerequisite is detailed and well-maintained libraries. They contain the digital twins of the real tools, machines and clamping devices and a company’s total manufacturing knowledge. The programmers can optimize the generated programs if necessary. And a comprehensive simulation using accurate data from the libraries ensures that they’re fully collision-checked when they reach the machine. Tebis combines speed, reliability and a high degree of automation with the greatest possible flexibility in CNC programming and provides industry-specific solutions for all applications.
Don't underestimate the small parts!
In many companies, the focus for dies is on large components. For many die manufacturing companies, the "small parts" are regarded as a necessary evil. And far too often, they fail to ask about the resulting costs. A closer look is worth the trouble, though, because their relatively large number alone means that these parts are a significant factor that can mean the difference between success and failure. The manual effort is especially costly, both on the machine and in programming. The workpieces can be manufactured more efficiently using standards and automated processes. This can also reduce the burden of routine tasks for the qualified employees at the machine and in front of the screen. This gives them more time to focus on what's important. Richard Pergler