


Systematic and comprehensive management of manufacturing information
Die manufacturing companies generally grow organically. This applies to both the machinery and the management of information relevant for production. Professor Ludwig Gansauge is a specialist in automation, production and manufacturing technology and process management at Deggendorf Institute of Technology in Germany. In an interview with industry expert Richard Pergler, he explains why it makes sense to put a company’s data flow to the test.

Professor Ludwig Gansauge, Deggendorf Institute of Technology
Professor Gansauge's core competencies include automation via the CAD/CAM/CAQ process chain, production and manufacturing technology and process management. The university professor comes from a practical background: Before his academic career, he completed an apprenticeship as an industrial mechanic at Phönix Feinbau in Lüdenscheid and worked for many years as an instructor at the Aachen Chamber of Trade. This was followed by other positions at companies including Vaillant, Magna Donnelly, the Siebenwurst die manufacturing company in Dietfurt, Maschinenfabrik Reinhausen and Grammer. Gansauge received his doctorate from Chemnitz University of Technology in 2013. Since 2016 he has served as a professor in the Faculty of Applied Natural Sciences and Industrial Engineering at Deggendorf Institute of Technology. His activities there include heading the Master's program in technology management. His focus is on automation solutions for die and mold manufacturing in the Industry 4.0 Applications Laboratory.
Professor Gansauge, you’ve been emphasizing for years that the future of industrial production processes is also in single-part manufacturing, whether as a contract manufacturer or as a die and mold manufacturer. Why do many companies in die and mold manufacturing and contract manufacturers have so much difficulty with the topic of digitalization and automation?
Because these companies have mostly evolved over time, and in many cases fragmented, isolated solutions have developed. Although these solutions often highly automated and optimized, there’s no integration in the process architecture throughout the entire company. This means that connecting the individual manufacturing steps to form a complete process chain still involves a lot of manpower. In turn this means that although the die and mold manufacturing industry in Germany can provide very high quality, it’s only at the expense of lead time – speed and time to market – and costs. The processes from planning to the final product die are still very much those of an outdated factory. And this doesn’t allow all the advantages of industrial production to be fully utilized.
But there are many companies in the die and mold manufacturing industry and in contract manufacturing that are striving for just this comprehensive process approach, and they’re using tools like MES software, ERP systems and CAx software...
True. In fact, more and more companies are now implementing the appropriate software because they want reliable costing and planning, automated NC programming and optimal utilization of their machines and equipment. But: The most common planning tool in companies is still the Excel spreadsheet. This enables situational snapshots, but a holistic approach is lacking. The tables provide a vague support for gut feelings, and so they’re not suitable as the conclusive basis for decision-making. But even when the realization dawns that Excel and gut feelings are no longer sufficient, and the search for a suitable software system begins – without a systematic and comprehensive approach, the knowledge of what’s really needed is still often lacking.
But aren't the process chains in manufacturing coherent and now also efficiently designed, in most cases?
Yes, as far as the hardware, production and individual process stations are concerned. The process chains in production also have the appearance of being coherent, at least at first glance. But on closer examination, there’s still a significant need for optimization in these companies. What’s often lacking is precise information, the data that needs to be generated and transmitted between departments. Let's say that your die manufacturing company receives an inquiry by email with a request for a quotation with a specific deadline. An article is attached in exchange format. Or perhaps these conditions are discussed by phone. Depending on the size and organization of the company, the company owner often still personally evaluates the feasibility, performs the cost calculation and submits the quotation.
Where are they getting the information for their decision?
That’s usually the crux of the matter. In many companies everything is still done by hand, usually based on similar projects. That’s also where the homemade Excel forms come into play, some of which even include snippets of code or small database structures. That’s definitely a step in the right direction, but there’s still no semblance of efficiency or reliability. There’s often no precise or systematic calculation. Without that, there’s is no way to verify the estimates – or to improve them for future orders.
But isn't this insufficient management of partial information only limited to the bidding phase?
No. It continues throughout the entire production process. It affects all departments in the company equally. It has already started in the design phase, where frames are repeatedly modified and sometimes even redrawn, all by hand. Resource-consuming drawing derivations, searching for the latest revision, unnecessary requests for clarification due to manufacturing problems, missing dimensions or the question of alternative materials – the information required is often unavailable when it's needed.
So there’s a lack of consistency in data and information?
Well, it's not quite that bad. There’s a growing level of awareness as more and more companies are looking for solutions. These issues have been networked in working groups and in exchanges with colleagues. There’s already a solid foundation of knowledge about the overall process and the resulting basic requirements. However, what’s often preventing action from being taken includes evaluations of possible approaches, methodical analyses, help with the required essential classification and an understanding of the overall process. The result is often optimization of individual processes – among other things, due to limited economic and other resources.

But how can this dilemma be approached clearly and systematically?
Three factors are important in a holistic approach: the generation of information, its end-to-end transmission, and finally its interpretation. This may sound abstract, but it's very tangible. For example, most information is generated in the design. Standards can be generated here with parametric design modules. In design, data is recorded for die, part and article classes, feature-coding with colors, manufacturers, sizes, and materials and cost structures and is fed into the process chain ...
Is this as complete as possible?
Well, initially it’s not so critical. The way that information is generated and passed on is far more important than how complete it is. Handwritten notices are of little use. But once the information is digitalized, it can be easily shared and modified for different users. Therefore, all the information required that’s relevant for the overall process chain should be provided digitally and in a suitable form for storage in a database. The biggest challenge here is the selection of information and to avoid collecting the same information multiple times.

But isn’t the data then available throughout the entire company?
If only it were that simple. There is a whole range of limitations: Departmental boundaries, system boundaries in software and hardware, and company boundaries. Overcoming these quickly and securely is another major challenge. A lot of potential is wasted in this way. For example, this problem becomes clear in automated or partially automated NC programming. Many companies now use color-coding for semi-automated programming. The result is impressive: CAD/CAM with feature-coding and the associated automation via features and colors results in better efficiency and speed. But that's usually as far as it goes, and additional potential falls by the wayside.
So how can operators ensure that other departments also benefit from this information?
An obvious solution is to apply this color-coding system to quality control, for example. The benefit there isn’t just the potential for highly efficient, 100 percent checking. It also establishes a relationship between the manufactured result, the quality achieved, and the creation of that exact quality. For example, for optimizing templates. Another area of application is the planning and calculation of dies and molds based on parameters from classification. Classification of the article, die or component enables fast and reliable conclusions about lead times and costs. If these values are now placed in a meaningful relationship with each other, valuable economic insights can be acquired into the company's own core competencies – and into weaknesses or systematic waste.
A meaningful relationship: What must be considered in order to establishing that?
To close the circle of information paths, all relevant components in the entire process chain need to be interpreted and processed. This may sound simple and logical, but it's actually very complex. Among other things, every application for which information can be used – whether it’s technical or process-related – needs to be clearly defined. Each individual part also must be precisely defined based on its data in the system, and all relevant information must be available.
What does this mean?
Let's continue with NC programming in this example. The color needs to be interpreted, and it usually reveals basic details of features, like a specific fit: H5 or H7. And thread information: metric, how fine, right-hand or left-hand. Some of the tolerance data is also stored. But this still isn’t enough to completely describe the requirements over the production chain.
What does that look like, ideally?
Let's stay with the example of a die. They’re initially classified based on similarity. This includes first determining whether the die is intended for die casting, injection molding or forming. This is followed by standardization. In my opinion, it would be a good idea to consider a new standard for the industry in this regard. Only after classifying the elements and standardizing and structuring the results in each department is the degree of precision sufficient to enable the correct management of all the future steps. This especially applies to costing and planning resources and tools. If this is implemented properly, the key figures will simplify tasks like evaluating profitability and challenges during production. The key figures are also useful for registering, evaluating and controlling the automation processes. Weaknesses and problems in the process can also be accurately tracked down and eliminated.
That sounds conclusive. So where are the challenges?
Especially when it comes to rolling up our sleeves and challenging preconceptions. There are often significant concerns in the company about the metrics for perfecting and controlling automation. Arguments like "Our portfolio is too specialized," "We can't implement this system in our company," "We’re dependent on the quality of our customer data," "Who’s going to pay for the additional work?" and "That may be well and good for injection molding, but it won't work for sheet-metal dies" are the usual excuses for not addressing this issue. And that’s a fatal error, because the need for action is now acute.
But do these measures pay for themselves at all?
Granted, it does require resources and capital. But unless we establish a sustainable structure, and without implementing a systematic methodology and the willingness to change, it won’t be possible to make the leap from an outdated factory to a modern industrial die manufacturing facility. And this leap is necessary. To be very clear: Companies that fail to tap this potential won’t be able to remain competitive in the industry over the long term.
Focus
The manufacturing execution system: the data backbone of manufacturing
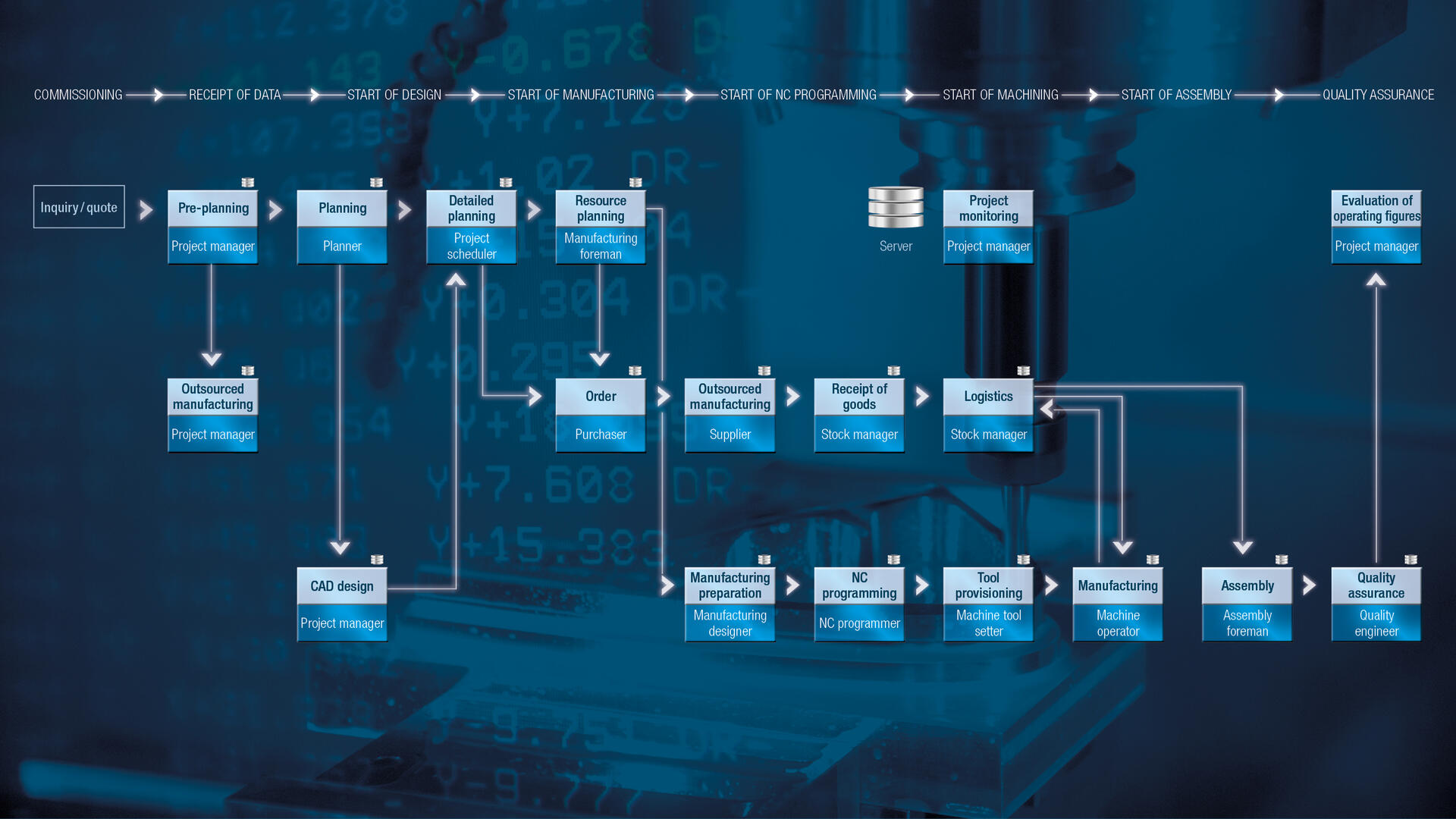
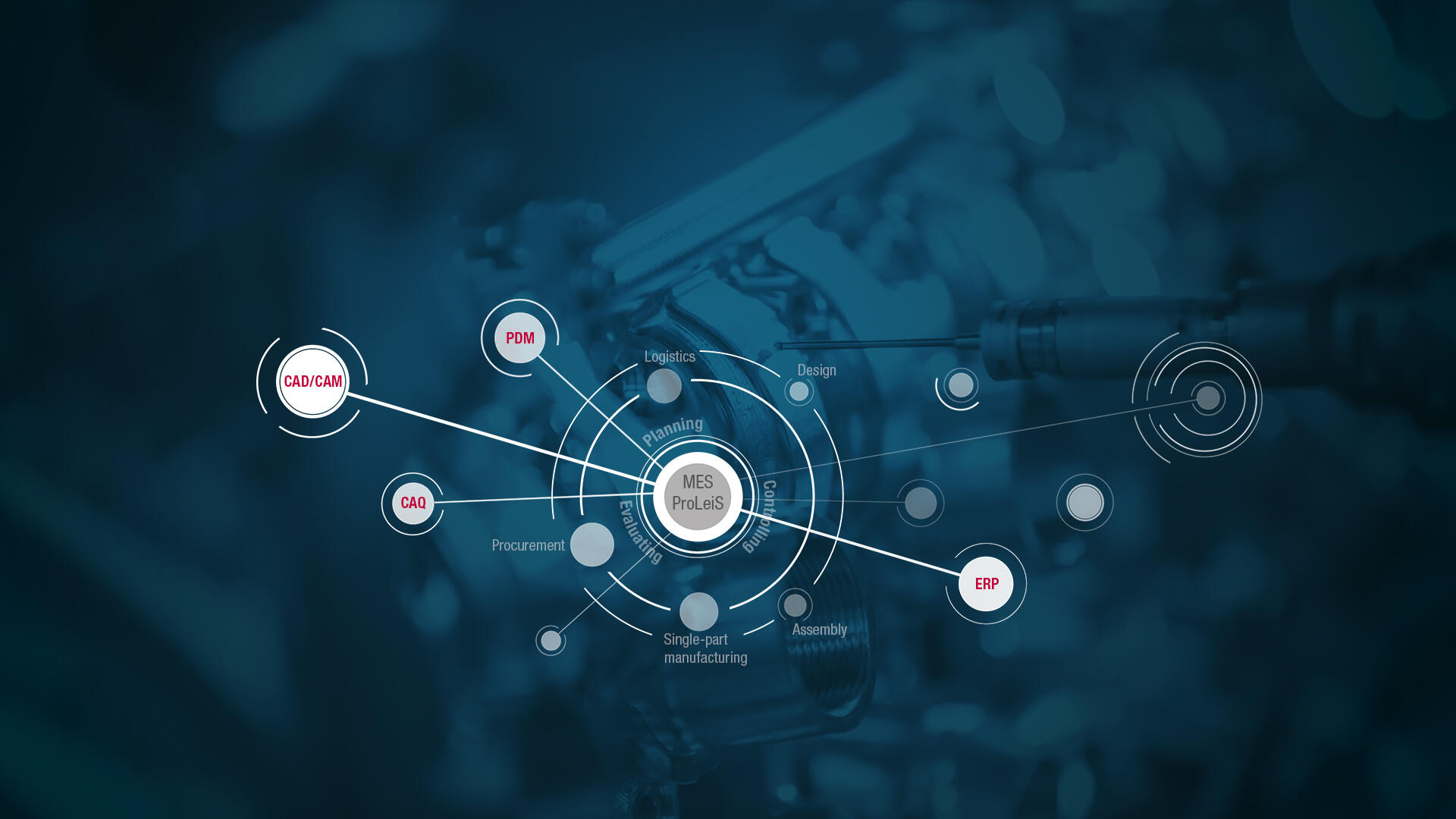
The primary task of a manufacturing execution system (MES) is to enable real-time planning and control and monitoring of the manufacturing. The ProLeiS system, which is geared to single-part manufacturing, digitally maps the entire order flow in a die manufacturing company – with all processes relevant for planning, technical and control factors. As an integration platform, the software incorporates existing system landscapes like ERP systems (enterprise resource planning), machine controls and job management systems.
The MES functions include operating data acquisition (ODA) and machine data acquisition (MDA). All data can be precisely assigned to individual projects and orders in ProLeiS. Manufacturing planning therefore builds on a fact-based database and on systematized empirical data. Specific what-if scenarios can also be run, like the ones that are required in the event of a deadline change, a rush job or unforeseen disruptions. And the continuous feedback from the process enables the early detection of deviations – both positive and negative – and the initiation of appropriate measures.
Specific example: see the success story from Koller Formenbau GmbH
Perspective
Don't be afraid of exact numbers!
Back when profit margins were still at 35 percent, precise calculations weren’t necessary. The rule of thumb and gut feelings were sufficient. Now profit margins for die manufacturers are typically in the low single digits. A few percentage points one way or the other can mean the difference between success and insolvency over the long term. And it's not going to get any easier. Cost pressures will continue to rise. So it’s increasingly important to know the exact data from production – and the data needs to be up to date. And these data must be up to date. An advanced software system makes a lot of sense in this regard. And not just the next-best one, but the system that’s optimal for your specific company. Now’s the time to put the management of your manufacturing data on a solid foundation. Even if it costs time and money – it's worth it! This is what will prepare companies in Germany to continue to successfully confront their global competition into the future.
Richard Pergler