
Call us:
+1-248-524-0430

Programming with Tebis for safe processes free from collisions
The company, established as an expert plastics machining specialist in a conglomerate, produces high-quality plastic parts from solid material and from prefabricated blanks. To ensure a successful first attempt, especially with a lot size of 1, the specialists rely on the CAD/CAM solution from Tebis.

Interview with the production manager
The conglomerate produces products including plastics for technical applications. This division provides an extensive range of thermoplastics and thermosetting plastics for technical applications in the form of semi-finished products that include sheets, round, hollow and flat rods, sections and castings. They also produce precision-machined finished parts.
A specialized plant that’s designed for the specific requirements of plastics machining – with the appropriate tools and customized peripherals – has an extensive range of machinery for high-precision machining of the semi-finished plastic products. The machinists use 5-axis machining centers and high-performance lathes to produce highly complex parts. The plant’s manufacturing operations run in three shifts.
A specialized plant that’s designed for the specific requirements of plastics machining – with the appropriate tools and customized peripherals – has an extensive range of machinery for high-precision machining of the semi-finished plastic products. The machinists use 5-axis machining centers and high-performance lathes to produce highly complex parts. The plant’s manufacturing operations run in three shifts.
The first attempt must be a success
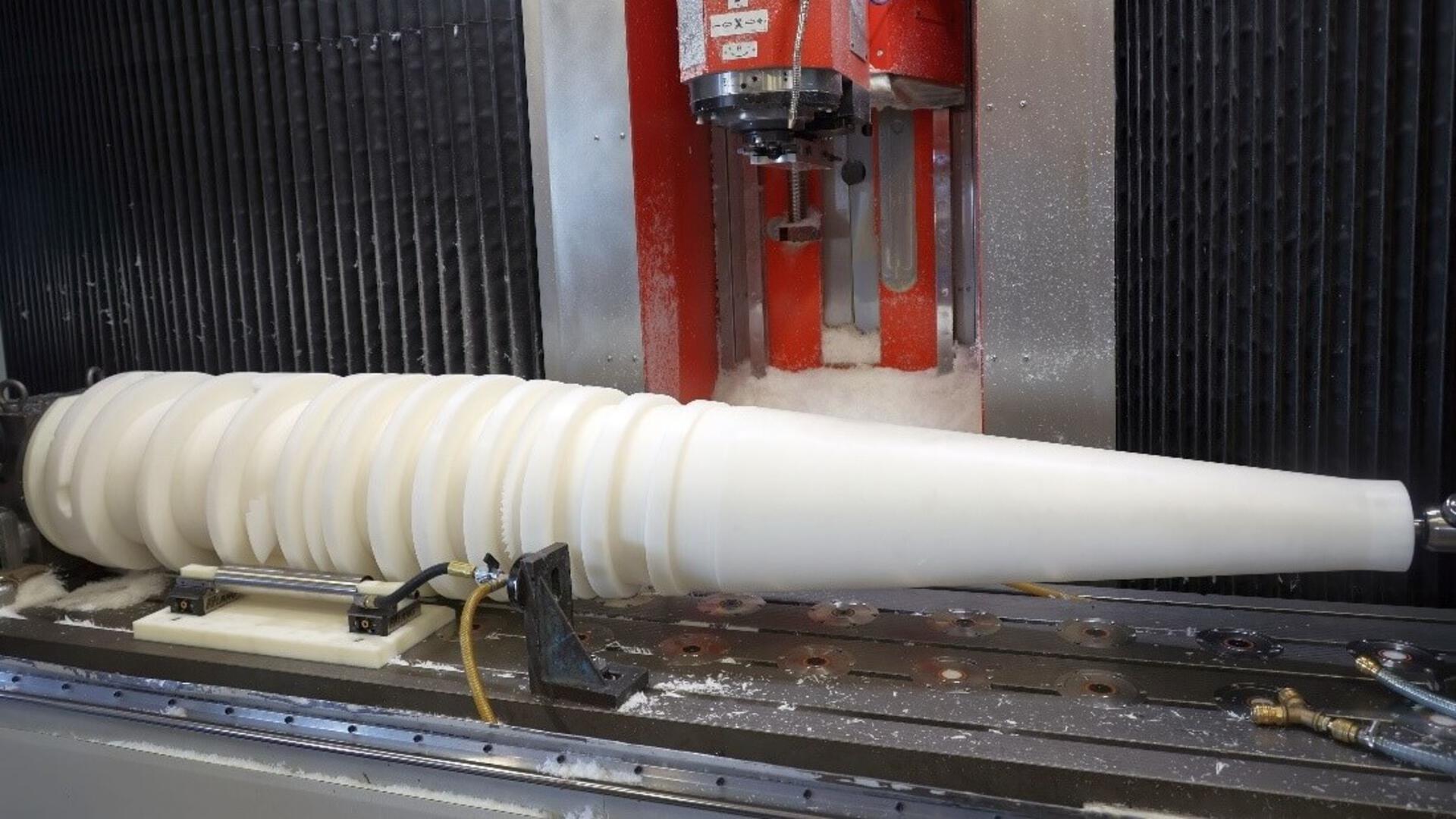
Milling of the extrusion screw from a solid blank. The 5-axis machining center uses Tebis programming on a one-to-one basis. This is important because the first attempt must be successful, especially for a lot size of 1. - Image: Pergler Media
Because plastics also have a wide range of properties, the plastics specialist's sales department is always managing to substitute plastic parts for parts previously manufactured from other materials. An example is an extrusion screw 2,100 mm long and of 500 mm in diameter for use in the food industry, where previous screws were made of metal.
The customer wanted to test if the part could also be made from polyoxymethylene (POM). The machining experts were convinced that this would work. However, the material is currently scarce and therefore expensive. Because of this, it was even more important to prevent any unforeseen results. Despite a short throughput time, quality also needs to be excellent, and the error rate should be as close to zero as possible. The blanks are also expensive, and depending on its nature, a part may frequently involve more than a week of machining work. This means that the first attempt on the machine must be a success.
It’s also important to operators that the programs run precisely, because they were created offline on-screen by the programmers. Programs that need no editing or optimization on the machine. However, the existing programming system was no longer up to this challenge, the setup and preparation phases took too long due to the lack of collision testing in the programs and the lack of digital continuity, and the process was still prone to faults – and so scrapped parts couldn’t be ruled out. A few years ago, the production manager in the machining group and his team devoted intensive research and evaluation of the solutions offered by a wide range of manufacturers. They also performed extensive testing of these systems in practice.
The customer wanted to test if the part could also be made from polyoxymethylene (POM). The machining experts were convinced that this would work. However, the material is currently scarce and therefore expensive. Because of this, it was even more important to prevent any unforeseen results. Despite a short throughput time, quality also needs to be excellent, and the error rate should be as close to zero as possible. The blanks are also expensive, and depending on its nature, a part may frequently involve more than a week of machining work. This means that the first attempt on the machine must be a success.
It’s also important to operators that the programs run precisely, because they were created offline on-screen by the programmers. Programs that need no editing or optimization on the machine. However, the existing programming system was no longer up to this challenge, the setup and preparation phases took too long due to the lack of collision testing in the programs and the lack of digital continuity, and the process was still prone to faults – and so scrapped parts couldn’t be ruled out. A few years ago, the production manager in the machining group and his team devoted intensive research and evaluation of the solutions offered by a wide range of manufacturers. They also performed extensive testing of these systems in practice.
Only Tebis was able to meet all the requirements
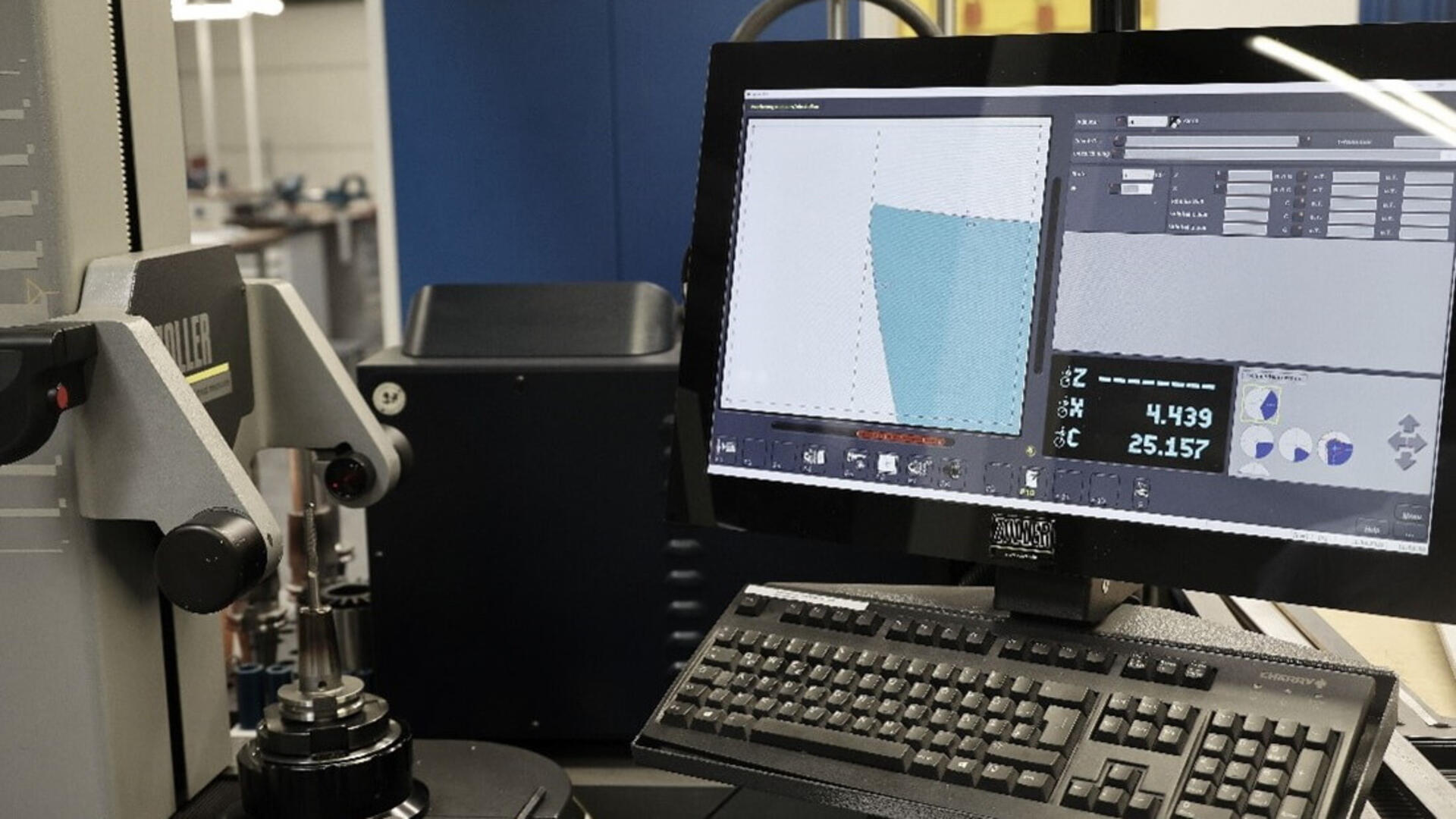
Precise measurement of the machine, tools and blank ensure that the digital twin precisely reflects the real world. This ensures machining that runs exactly as intended by the programmer.- Image: Pergler Media
Ultimately, those involved had a unanimous opinion that Tebis was the only system on the market that could completely meet all of their requirements for machining highly complex parts. The price/performance ratio was also in the healthy middle range, and the machinists found their contacts at Tebis to be solution-oriented, competent and very easy to work with.
To ensure the cost-effective feasibility of the workpieces at optimal quality, the plastics experts in the machining plant are always eager to work with the customer starting in the development phase and to contribute their extensive manufacturing experience. The plant's own experts have been using the Tebis CAM package for roughly three years. This also allowed them to effectively support their customer in the design phase of the extrusion screw project.
The programmers in the plant now have three fully equipped Tebis programming workstations for milling, 5-axis avoidance and simultaneous milling, high-performance 3D and 5-axis roughing, drilling and turning modules and for programming with a virtual machine, machine collision detection and the corresponding digital twins. They’ve therefore implemented an end-to-end digital process chain. This starts with the program and continues to include tools, tool presetting, the machine and the finished product. And it's clear that the concept is working. The programmers are in agreement that they’d never want to use a different system.
To ensure the cost-effective feasibility of the workpieces at optimal quality, the plastics experts in the machining plant are always eager to work with the customer starting in the development phase and to contribute their extensive manufacturing experience. The plant's own experts have been using the Tebis CAM package for roughly three years. This also allowed them to effectively support their customer in the design phase of the extrusion screw project.
The programmers in the plant now have three fully equipped Tebis programming workstations for milling, 5-axis avoidance and simultaneous milling, high-performance 3D and 5-axis roughing, drilling and turning modules and for programming with a virtual machine, machine collision detection and the corresponding digital twins. They’ve therefore implemented an end-to-end digital process chain. This starts with the program and continues to include tools, tool presetting, the machine and the finished product. And it's clear that the concept is working. The programmers are in agreement that they’d never want to use a different system.
The software provides a high degree of safety

The employees have a total of three fully equipped Tebis programming workstations at their disposal. Standardization and digitalization ensure efficient implementation of the programs. – Image: Pergler Media
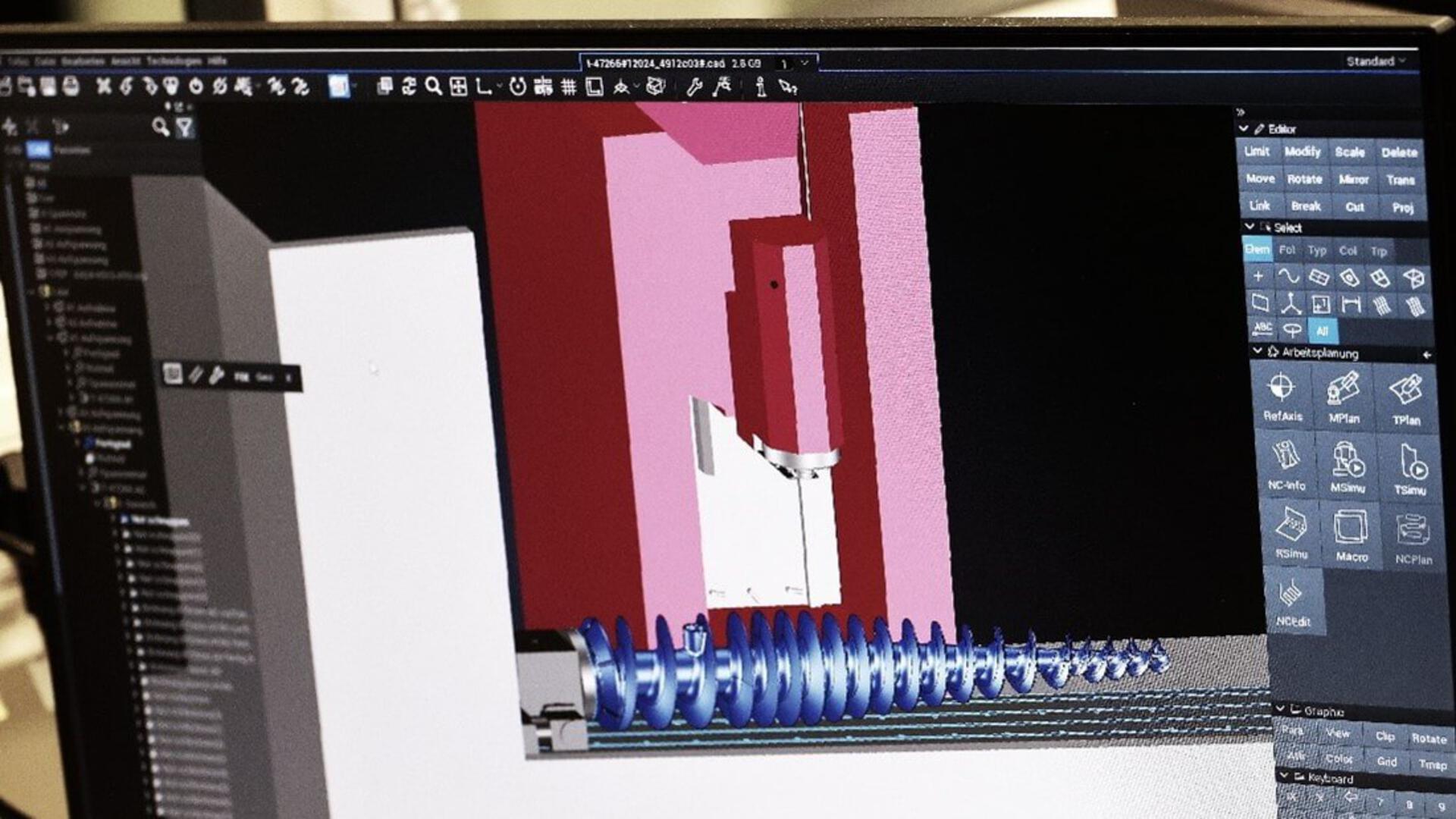
This includes the extremely high safety level offered by the software. The programmers had their defining experience as soon as they started working with Tebis. One project required that parts be processed on a machine that actually lacked adequate machining space and that couldn’t easily approach the parts from both sides. The simulation in Tebis produced the expected collision warning.
But the simulation also indicated that there should be enough clearance for safe machining if the machining head were tilted by 90°. The machinists then carefully tested this directly on the machine. And indeed, the machining was problem-free.
But the simulation also indicated that there should be enough clearance for safe machining if the machining head were tilted by 90°. The machinists then carefully tested this directly on the machine. And indeed, the machining was problem-free.
All relevant information available via tablet

The Tebis experts precisely measured the machine on site, ensuring that the digital twin corresponds perfectly to the real world. – Image: Pergler Media
Manufacturing has been mostly paperless since the switch to Tebis. The worker at the machine can use a viewer on a tablet to quickly access all relevant and precise, up-to-date information. This includes complete setup plans with all the relevant information and explanatory photos. This is especially important for repeat parts. Ideally, even less highly-trained employees can then set them up. In this case, the information stored in Tebis provides the necessary safety. This is an interesting option for many companies, especially considering the skilled labor shortage.
New parts like the extrusion screw, however, can't be manufactured without an experienced expert. The core team of machining specialists are now very familiar with Tebis. These employees prepare the data so that parts can be manufactured on a one-to-one basis in repeat orders, including the setup and tools. If the setup is correct, the speed control can be left at 100%. This pays for itself, because the company processes a large percentage of repeat orders. When an order has been correctly implemented once and everything is registered in Tebis, the part can be manufactured again error-free with little effort in the future.
New parts like the extrusion screw, however, can't be manufactured without an experienced expert. The core team of machining specialists are now very familiar with Tebis. These employees prepare the data so that parts can be manufactured on a one-to-one basis in repeat orders, including the setup and tools. If the setup is correct, the speed control can be left at 100%. This pays for itself, because the company processes a large percentage of repeat orders. When an order has been correctly implemented once and everything is registered in Tebis, the part can be manufactured again error-free with little effort in the future.
The employees' trust in Tebis is now complete

The machinists' introduction to programming with Tebis was in milling. They now also program turning and turn-milling operations on the system. The same applies here as well: All programs are fully simulated before the first chip is cut. – Image: Pergler Media
For the plastics specialists, this wasn’t always the case in the past. The previous programming system repeatedly took up time and effort, because the results of machining operations weren’t as planned. So the level of skepticism was initially high. The motto for the initial trials was "Give it a try. If it goes wrong, send the invoice to Tebis!"
To make a long story short: The machinists never had to write an "invoice to Tebis." And the initial doubts have turned into a deep trust. Because they can rely on the results from the Tebis software and no longer have to double-check anything, the specialists now have more time to focus on their more important work. The stress of potentially having overlooked something important in the program has also been eliminated – especially in multi-machine operation. This is a tangible plus for employee satisfaction.
To make a long story short: The machinists never had to write an "invoice to Tebis." And the initial doubts have turned into a deep trust. Because they can rely on the results from the Tebis software and no longer have to double-check anything, the specialists now have more time to focus on their more important work. The stress of potentially having overlooked something important in the program has also been eliminated – especially in multi-machine operation. This is a tangible plus for employee satisfaction.
Legacy programs will also be migrated to Tebis

Anything but trivial: Tebis enabled the plastics experts to precisely assess the feasibility of machining the extrusion screw before even accepting the order. This allows the responsible parties to calculate the exact time requirement and costs. – Image: Pergler Media
Because it’s so safe and reliable, legacy programs will also be gradually optimized and migrated to Tebis. The strategies of the old programs will be put to the test during this process, and of course all programs will be simulated before they can go back to the machine.
The experts at the software specialist in Martinsried, Germany, provided advice and support during the switch from the old system to Tebis. Working with the responsible people in the plant, the software experts also brought the employees on board and took the time to firmly establish the new standards and nomenclature, which enabled the machinists to completely internalize the new options and work methods. Experience shows that this is necessary. This meant that some things took a little longer at the beginning, even for plastic machining. But now the employees are on the right track. It’s important that the company leadership consistently implement this kind of change in processes. With the support of Tebis, the company can develop its own culture that makes collaboration much more pleasant and relaxed.
The experts at the software specialist in Martinsried, Germany, provided advice and support during the switch from the old system to Tebis. Working with the responsible people in the plant, the software experts also brought the employees on board and took the time to firmly establish the new standards and nomenclature, which enabled the machinists to completely internalize the new options and work methods. Experience shows that this is necessary. This meant that some things took a little longer at the beginning, even for plastic machining. But now the employees are on the right track. It’s important that the company leadership consistently implement this kind of change in processes. With the support of Tebis, the company can develop its own culture that makes collaboration much more pleasant and relaxed.
A precise digital twin ensures safe processing
Tebis takes the geometry data for a cutting tool directly from the measurement in tool presetting. The cutting data is generated from the manufacturer's data after checking. Well-managed libraries enable fast, safe machining. – Image: Pergler Media
Experts have precisely measured the machines in the factory and generated a highly precise digital twin to ensure that everything works smoothly and reliably. This process revealed that the digital data provided by the manufacturer differed from reality – in some cases by up to several millimeters. This isn’t adequate for tasks like valid collision control. No two machines are the same. Since then, the Tebis experts have registered the data for all machines.
The Tebis experts used their extensive expertise to provide support for the standardization of the workpiece classes, including their machining strategies. Those responsible at the plant worked with the software experts to put all the machining processes to the test. Strategies were then modified and processing concepts were compared with those from other divisions at the plant that lay outside the group's capabilities. This enabled the process chains to be precisely modified for the available machines and a global optimization to be performed.
The Tebis experts used their extensive expertise to provide support for the standardization of the workpiece classes, including their machining strategies. Those responsible at the plant worked with the software experts to put all the machining processes to the test. Strategies were then modified and processing concepts were compared with those from other divisions at the plant that lay outside the group's capabilities. This enabled the process chains to be precisely modified for the available machines and a global optimization to be performed.
Library for cutting tools and clamping devices

The experts initially resorted to a pool of set up tools for their programs. A second pool is only needed if this isn’t sufficient , although its tools must first be set up. And only when all of this isn’t enough do the programmers consider using special tools. – Image: Pergler Media
The cutting tools used are another important aspect. Building on the expertise of the Tebis partners, the team specified the company standards, significantly reducing the number of different parts. Out of the ten original tool suppliers, two eventually remained. In tool presetting, employees record tool data, combine this data with the cutting data provided by the tool manufacturers and provide the tools in digital form with their actual data. One employee spent nearly an entire year recording the tool inventory. New tools are now managed continuously.
The initial time and effort pays off
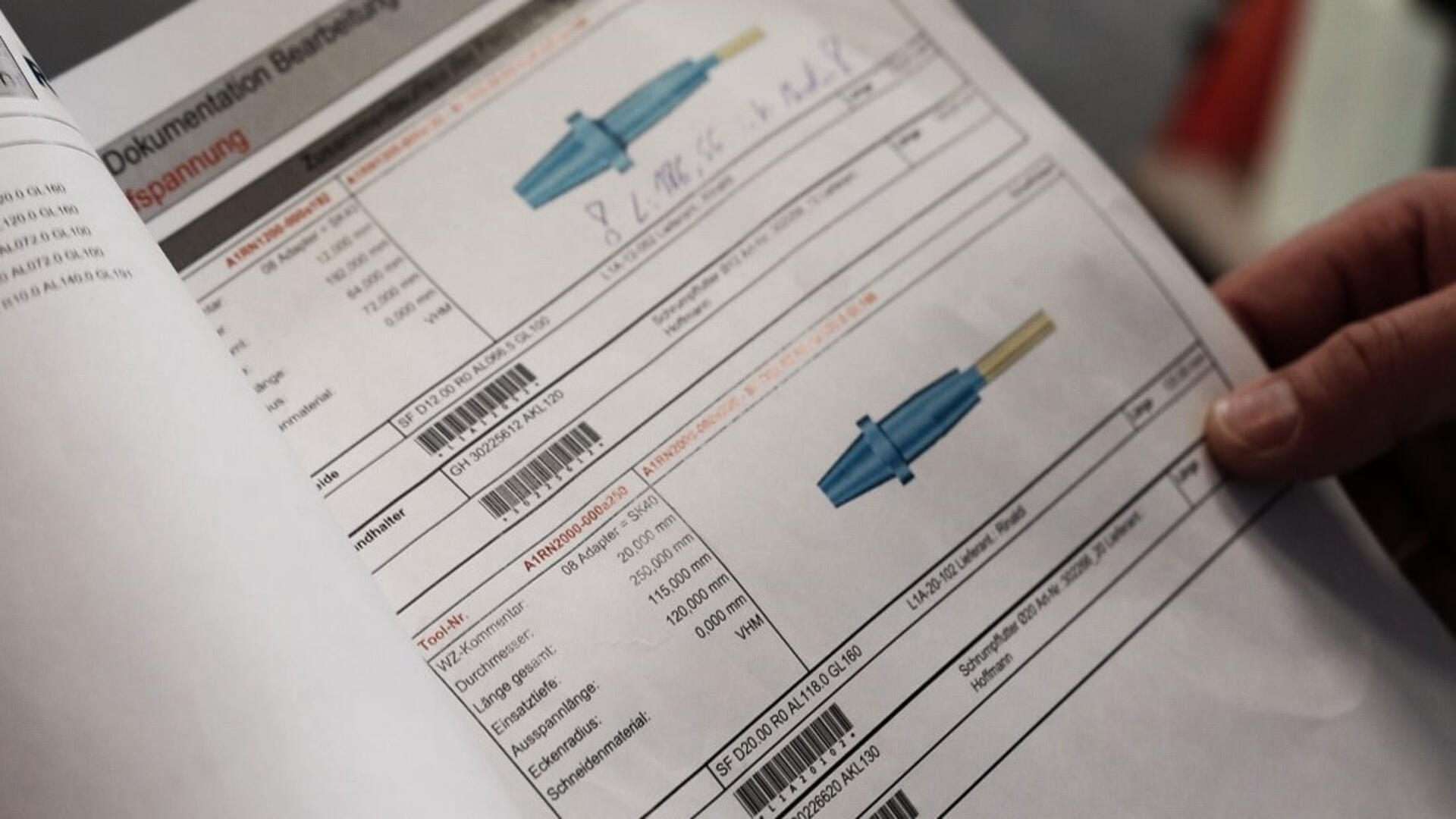
Some paper is still used in manufacturing. This randomly selected document illustrates the dilemma: The printed information is supplemented with handwritten notes. But the information isn’t up to date until it’s in a digital document that’s available in identical form everywhere. – Image: Pergler Media
Although this approach takes a lot of effort, it’s proven itself for the company. The programmers now choose from a selection of standard tools that have already been set up on the machines. If a specific geometry can no longer be implemented, another pool of tools that are used occasionally is tapped, but they first need to be set up on the machine. And in the infrequent case this isn’t enough, the company's tool specialists provide special solutions. All clamping devices and fixtures are also standardized and are now precisely registered in the libraries.
The reliability of the software and the accurate data from the libraries also provides security in discussions with customers. For example, the case of the extrusion screw for the food industry: Without Tebis, the machinists wouldn't have dared to attempt this. But with Tebis they already knew ahead of time what to expect and were able to calculate everything very accurately.
The machinists first produced the screw as a prototype in a smaller format to use as the basis for discussions with the client. The small version met all the specifications, and then the large screw was tackled – for another success story.
The reliability of the software and the accurate data from the libraries also provides security in discussions with customers. For example, the case of the extrusion screw for the food industry: Without Tebis, the machinists wouldn't have dared to attempt this. But with Tebis they already knew ahead of time what to expect and were able to calculate everything very accurately.
The machinists first produced the screw as a prototype in a smaller format to use as the basis for discussions with the client. The small version met all the specifications, and then the large screw was tackled – for another success story.
Using Tebis creates new potential
The starting point for the programmers was in milling. The programmers have since expanded the use of Tebis to include turning. In the future, special emphasis will be placed on automation and setup. The employees were already able to acquire expertise in this area at an automation workshop at Tebis a few months ago.
The machinists have come to know Tebis as a highly effective “living system” that’s constantly evolving and is always revealing new possibilities for them. For example, the company will soon implement the latest Tebis version 4.1, and training courses for the users have already been booked. Thanks to Tebis, the employees can now be much more goal-oriented and perform their work with less stress while – still achieving higher efficiency. And part quality has also improved – with significantly better efficiency and cost-effectiveness. The machinists wouldn't have been able to achieve all this without the software from Tebis and the support of the CAM experts. And there’s still plenty of potential for joint projects with Tebis focused on processes like automatic programming in templates.
The machinists have come to know Tebis as a highly effective “living system” that’s constantly evolving and is always revealing new possibilities for them. For example, the company will soon implement the latest Tebis version 4.1, and training courses for the users have already been booked. Thanks to Tebis, the employees can now be much more goal-oriented and perform their work with less stress while – still achieving higher efficiency. And part quality has also improved – with significantly better efficiency and cost-effectiveness. The machinists wouldn't have been able to achieve all this without the software from Tebis and the support of the CAM experts. And there’s still plenty of potential for joint projects with Tebis focused on processes like automatic programming in templates.