-

Tebis version 4.1 Release 3
Rapide et confortable
En ce qui concerne les nouveautés fonctionnelles et les extensions, la troisième version de Tebis 4.1 joue dans la cour des grands. Réduisez les temps de programmation grâce à une technologie NCJob optimisée, surveillance complète des collisions grâce à la simulation enlèvement matière, la détection automatique des zones planes - ce ne sont là que quelques-uns des principaux points forts dont les utilisateurs profitent énormément dans leur travail quotidien.
Ainsi, la dernière version poursuit résolument la voie tracée par Tebis 4.1 - tout à fait sous la devise "Rapide et confortable". En effet, en tant que système CAO hybride robuste ainsi qu'avec un guidage logique et intuitif de l'utilisateur, Tebis 4.1 offre la base pour des processus de fabrication automatisables et pérennes..CAO – Paramétrique
Les ensembles de données importés doivent être préparés et structurés pour la programmation FAO. Ce travail se découpe en plusieurs étapes : réglage des trous pour les systèmes de bridage, définition des axes outils, conception des surfaces de bouchage, création des bruts, définition des liaisons pour les posages, positionnement des dispositifs de bridage et définition des plans de retrait. Avec Tebis, ces étapes peuvent être exécutées automatiquement sur la base de modèles CAO paramétriques. Ces modèles peuvent être étendus selon les besoins et adaptés aux exigences spécifiques du client. En outre, les utilisateurs restent très flexibles : Les modifications - par exemple la sélection d'un autre système de serrage - peuvent désormais être contrôlées directement et confortablement via les paramètres utilisateur dans l'arborescence des objets.CAO – Conception de surfaces actives
Résultats précis de la découpe de pièces embouties et cintrées ou pliées
La fonction « Créer des courbes développées » permet de calculer rapidement et facilement des bords de coupe théoriques pour des pièces embouties et cintrées ou pliées. L’épaisseur matière de la pièce, ainsi que la position de la fibre neutre sont prises en compte, ce qui permet de se passer des opérations de reprise manuelles ultra précises. La qualité des courbes de résultat correspond à la qualité des courbes originales.
Les divers cas d’application sont couverts par un choix entre plusieurs modes de calcul.FAO – Automatisation
Réduisez les temps de programmation grâce à une technologie NCJob optimisée
Ces nouveautés vous permettent de générer plus rapidement vos programmes FAO :
Profitez de cette capacité à importer automatiquement des zones de fraisage définies dans les NCJobs lors du fraisage – vous réduirez ainsi les interventions manuelles pour la programmation FAO et vous pourrez calculer d’un seul coup des gammes de NCJob . Sans oublier que la programmation FAO en sera nettement simplifiée – puisque vous pourrez gérer très facilement différents usinages combinés dans un modèle FAO général.
Et vous éviterez par exemple des temps de calcul superflus, en calculant aisément plusieurs NCJobs en même temps jusqu’au statut « Zones calculées » ou « Tri effectué ».
FAO – Perçage
Utilisez les outils spéciaux de manière flexible
En cas d’utilisation d’outils spéciaux combinés, disposant de plusieurs zones de coupe avec différents diamètres, c’est uniquement le diamètre de l’outil de coupe actif qui détermine si l’outil convient pour la tâche d’usinage concrète. Les outils spéciaux pourront ainsi être utilisés de manière extrêmement flexible pour le perçage par fraisage et le filetage – indépendamment du diamètre de la plus grande zone de coupe. Le contrôle des collisions tient uniquement compte des caractéristiques de la zone de coupe effectivement utilisée.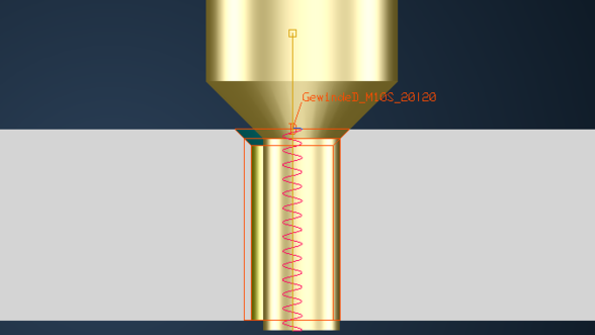
FAO – Fraisage
Des conditions de coupe optimales lors de l’ébauche de pièces de révolution
Ébauche de pièces de révolution avec un grand incrément et finition avec un faible incrément en une seule opération.Un vrai plus pour le tournage-fraisage combiné. Outre les pièces cylindriques, les pièces coniques telles que les vis sans fin, peuvent désormais être usinées très efficacement. En une seule opération, l’outil ébauche d’abord à la profondeur maximale avec un faible incrément latéral (Ae) et un grand incrément de profondeur (Ap), puis usine les zones de matière restante du bas vers le haut avec une plus petite profondeur de coupe, et ce à la surépaisseur souhaitée (reprise d’ébauche inversée). Cette approche permet de réduire l’usure des outils et garantit un haut volume de copeaux enlevés sur la machine. L’utilisateur programme la finition en toute simplicité grâce à une fonction spéciale : il ne fait que changer la stratégie, le système s’occupe du reste.
Fabrication de filetages externes en toute sécurité
Il est désormais possible d’usiner rapidement des filetages externes avec un seul programme CN, y compris les taraudages et les chanfreins. Les fabricants de pièces disposent ainsi d’encore plus de fonctions pour programmer des parcours d’outils de manière rapide, fiable et cohérente dans un système FAO assisté par simulation.Un usinage efficace des zones planes
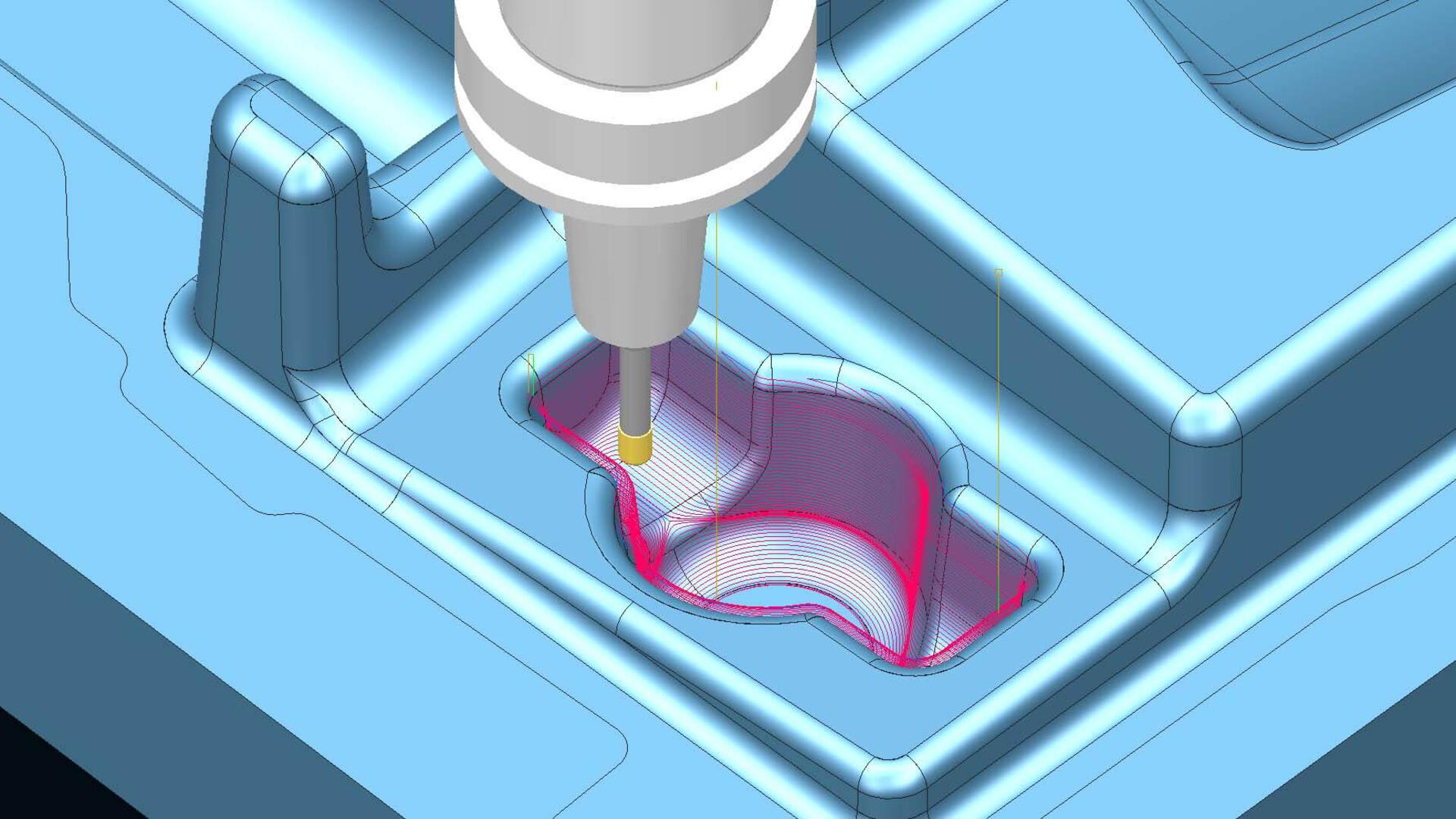
Il est généralement plus économique d’usiner les zones planes d’une pièce après trempe avec une surépaisseur plus faible que pour les zones non planes. Des outils spéciaux, comme de grandes fraises à plaquettes, peuvent être utilisés à cet effet. Par conséquent, Tebis propose une nouvelle fonction qui détecte automatiquement les zones planes à l’intérieur des surfaces des pièces sélectionnées, sans avoir à diviser la pièce.Procédez à une finition continue 3 axes des surfaces de flancs, zones de transition et surfaces de fonds automatiquement, et sans dégagement
 Distance régulière des passes, pour une finition continue en Z constant.Vous pouvez utiliser la fonction « Finition de surfaces » pour usiner les géométries avec des surfaces de flancs à forte pente, des surfaces de fonds et des rayons d’entrée et de sortie, comme les rainures et gorges, automatiquement et en une seule opération en Z constant 3 axes – et ce sans dégagement, sans préparation supplémentaire et dans une qualité exceptionnelle.
Distance régulière des passes, pour une finition continue en Z constant.Vous pouvez utiliser la fonction « Finition de surfaces » pour usiner les géométries avec des surfaces de flancs à forte pente, des surfaces de fonds et des rayons d’entrée et de sortie, comme les rainures et gorges, automatiquement et en une seule opération en Z constant 3 axes – et ce sans dégagement, sans préparation supplémentaire et dans une qualité exceptionnelle.FAO – Tournage
Tournage en tronçonnant aisément la pièce
Une fonction spéciale permet de tronçonner les pièces de la barre en vue de l’usinage automatique sur des tours ou centres de tournage-fraisage. Vous définissez rapidement et facilement les conditions de coupe optimales d’avance ou de régime à la sortie matière. Vous pouvez tout simplement séparer la pièce ou usiner en même temps son contour, sans devoir concevoir des géométries auxiliaires. Pendant le tronçonnage, vous pouvez ébavurer la pièce et la chanfreiner. Vous utilisez ainsi la barre pour usiner directement la pièce suivante. La pièce séparée peut être transférée sur la deuxième broche ou prise en charge par le préhenseur de pièces – contrôlée automatiquement et simulée de manière fiable.
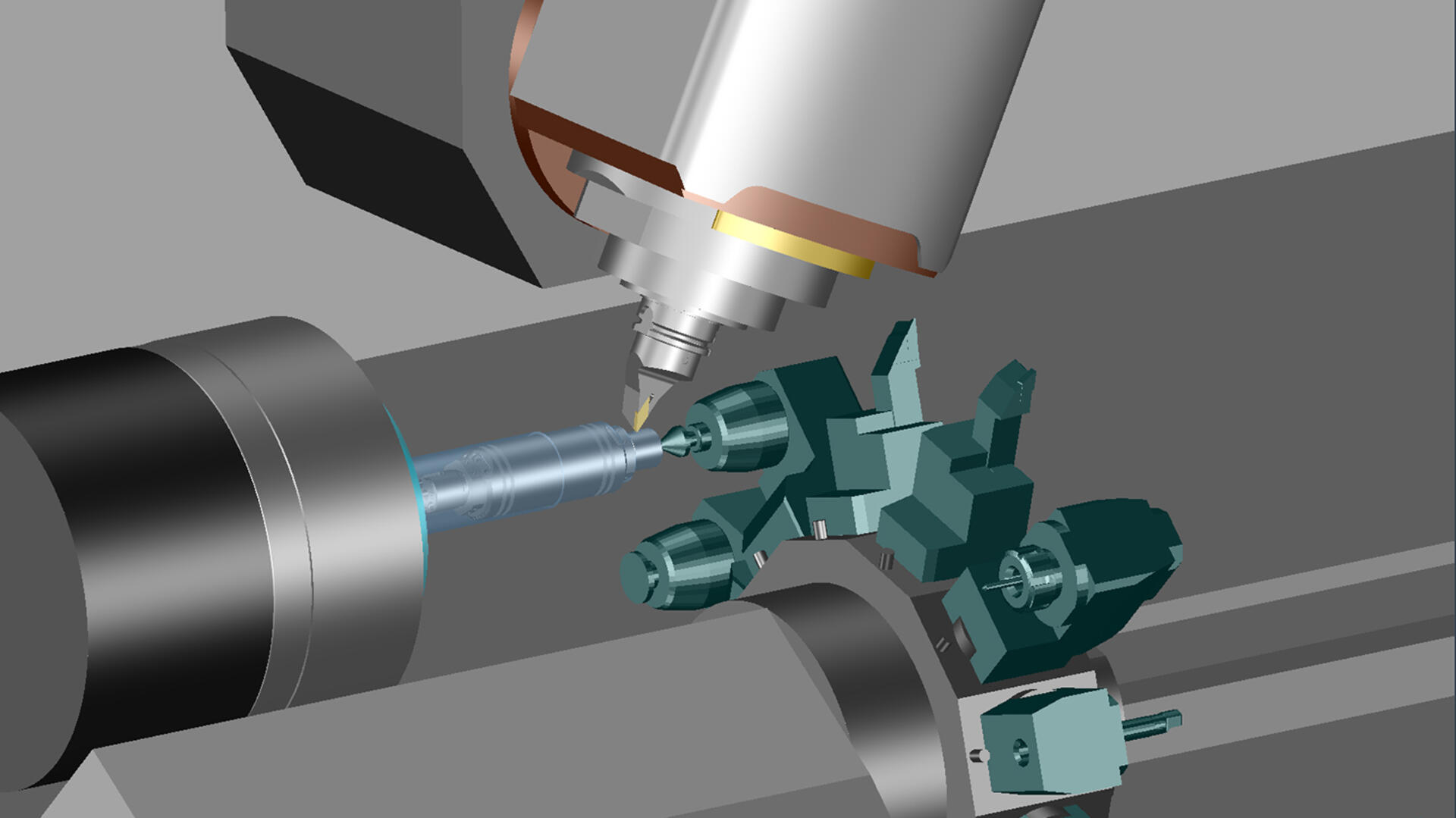
FAO – Technique machine
Une meilleure prise en charge des machines-outils multicanaux
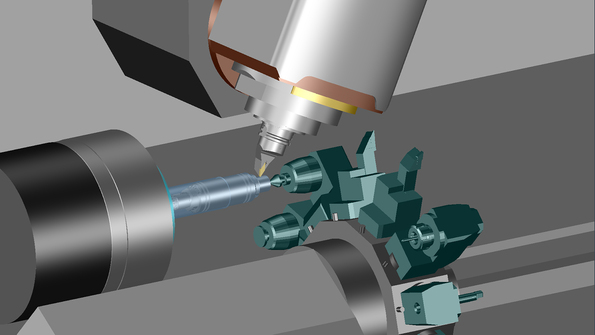 Utilisation optimale des machines-outils multicanaux.
Utilisation optimale des machines-outils multicanaux.Cette innovation profite principalement aux entreprises qui ont recours au tournage-fraisage combiné, surtout lorsque les composants à usiner impliquent une étape de fraisage conséquente : elle permet de programmer des parcours d’outils pour l’usinage séquentiel sur des machines équipées de plusieurs porte-outils et porte-pièces. Les différentes étapes de travail, telles que l’usinage avec une tête de fraisage ou une tourelle revolver, la stabilisation avec une pointe ou le serrage avec une broche secondaire, peuvent être combinées à volonté. Tous les porte-outils et porte-pièces sont enregistrés dans les bibliothèques de processus virtuelles de Tebis. Vous pouvez ainsi les modifier de manière flexible et rapide pendant la programmation. De plus, tous les composants du système sont pris en compte lors du contrôle des collisions et de la simulation. La programmation est très simple et reflète la logique de programmation fiable et éprouvée de Tebis. Le logiciel génère automatiquement du code CN pour toutes les machines et prend en charge toutes les structures de programme spécifiques de la commande, par exemple les programmes pour les machines DMG.
FAO – Job Manager
Surveillance complète des collisions grâce à la simulation enlèvement matière
La simulation d’enlèvement de matière garantit un contrôle de collisions sûr et fiable – la matière effectivement présente sur le modèle est prise systématiquement en compte tout au long de l’enlèvement de copeaux et vérifiée par rapport à l’outil et tous les composants de la machine. Le brut est mis à jour à chaque étape de l’usinage.