
Programmierung mit Tebis für prozesssichere Kollisionsfreiheit
Das als versierter Zerspanungsspezialist für Kunststoff in einem Mischkonzern etablierte Werk stellt hochwertige Kunststoffwerkstücke aus Vollmaterial und aus vorgefertigten Rohlingen her. Damit insbesondere bei Losgröße 1 der erste Versuch klappt, setzen die Spezialisten auf die CAD/CAM-Lösung von Tebis.
Im Mischkonzern entstehen unter anderem Kunststoffe für technische Anwendungen. Der Unternehmensbereich bietet eine umfassende Auswahl an thermo- und duroplastischen Kunststoffen für technische Anwendungen in Form von Halbzeugen wie Platten, Rund-, Hohl- und Flachstäben, Profilen sowie Formgussteilen an. Aber eben auch in Form präzise bearbeiteter Fertigteile.
Für die hochgenaue Zerspanung der Kunststoffhalbzeuge steht in einem darauf spezialisierten Werk ein umfangreicher Maschinenpark zur Verfügung, der mit entsprechenden Werkzeugen und der maßgeschneiderten Peripherie auf die besonderen Anforderungen der Kunststoffzerspanung zugeschnitten ist. Auf 5-Achs-Bearbeitungszentren und leistungsfähigen Drehmaschinen fertigen die Zerspaner dort sehr komplexe Bauteile. Die Fertigung arbeitet in drei Schichten.
Für die hochgenaue Zerspanung der Kunststoffhalbzeuge steht in einem darauf spezialisierten Werk ein umfangreicher Maschinenpark zur Verfügung, der mit entsprechenden Werkzeugen und der maßgeschneiderten Peripherie auf die besonderen Anforderungen der Kunststoffzerspanung zugeschnitten ist. Auf 5-Achs-Bearbeitungszentren und leistungsfähigen Drehmaschinen fertigen die Zerspaner dort sehr komplexe Bauteile. Die Fertigung arbeitet in drei Schichten.

Im Interview mit dem Fertigungsleiter
Schon der erste Versuch muss gelingen
Da Kunststoffe zudem höchst unterschiedliche Eigenschaften haben, gelingt es dem Vertrieb der Kunststoffspezialisten immer wieder, bisher aus anderen Werkstoffen gefertigte Teile mit Kunststoffteilen zu substituieren. So auch bei einer 2100 mm langen Schnecke mit 500 mm Durchmesser, die in der Lebensmittelindustrie eingesetzt wird und deren Vorgänger aus Metall gefertigt waren.
Die Auftraggeber wollten prüfen, ob sich das Werkstück auch aus Polyoxymethylene, kurz POM, herstellen lässt. Die Zerspanungsexperten waren überzeugt, dass das funktioniert. Allerdings ist das Material zur Zeit knapp und entsprechend teuer. Umso wichtiger also, dass nichts Unvorhergesehenes passiert. Trotz kurzer Durchlaufzeiten muss schließlich auch die Qualität exzellent sein, und die Fehlerquote sollte möglichst bei null liegen. Denn auch die Rohlinge sind teuer, und je nach Werkstück stecken nicht selten mehr als eine Woche Zerspanung im Bauteil. Da muss auf der Maschine der erste Versuch gelingen.
Wichtig für die Verantwortlichen ist, dass die Programme exakt so laufen, wie sie die Programmierer offline am Bildschirm erstellt haben. Programme, die kein Editieren oder Optimieren an der Maschine benötigen. Da das vorhandene Programmiersystem hier nicht mehr den Anforderungen entsprach, die Einrichtungs- und Einarbeitungsphasen aufgrund der nicht kollisionsgeprüften Programme und der fehlenden digitalen Durchgängigkeit zu lang dauerten und der Prozess trotzdem störanfällig und nicht gegen Ausschuss gefeit war, recherchierten und evaluierten der Produktionsleiter des Zerspanungswerks und sein Team vor einigen Jahren sehr intensiv die Lösungen unterschiedlichster Hersteller. Sie testeten die Systeme zudem ausgiebig in der Praxis.
Die Auftraggeber wollten prüfen, ob sich das Werkstück auch aus Polyoxymethylene, kurz POM, herstellen lässt. Die Zerspanungsexperten waren überzeugt, dass das funktioniert. Allerdings ist das Material zur Zeit knapp und entsprechend teuer. Umso wichtiger also, dass nichts Unvorhergesehenes passiert. Trotz kurzer Durchlaufzeiten muss schließlich auch die Qualität exzellent sein, und die Fehlerquote sollte möglichst bei null liegen. Denn auch die Rohlinge sind teuer, und je nach Werkstück stecken nicht selten mehr als eine Woche Zerspanung im Bauteil. Da muss auf der Maschine der erste Versuch gelingen.
Wichtig für die Verantwortlichen ist, dass die Programme exakt so laufen, wie sie die Programmierer offline am Bildschirm erstellt haben. Programme, die kein Editieren oder Optimieren an der Maschine benötigen. Da das vorhandene Programmiersystem hier nicht mehr den Anforderungen entsprach, die Einrichtungs- und Einarbeitungsphasen aufgrund der nicht kollisionsgeprüften Programme und der fehlenden digitalen Durchgängigkeit zu lang dauerten und der Prozess trotzdem störanfällig und nicht gegen Ausschuss gefeit war, recherchierten und evaluierten der Produktionsleiter des Zerspanungswerks und sein Team vor einigen Jahren sehr intensiv die Lösungen unterschiedlichster Hersteller. Sie testeten die Systeme zudem ausgiebig in der Praxis.
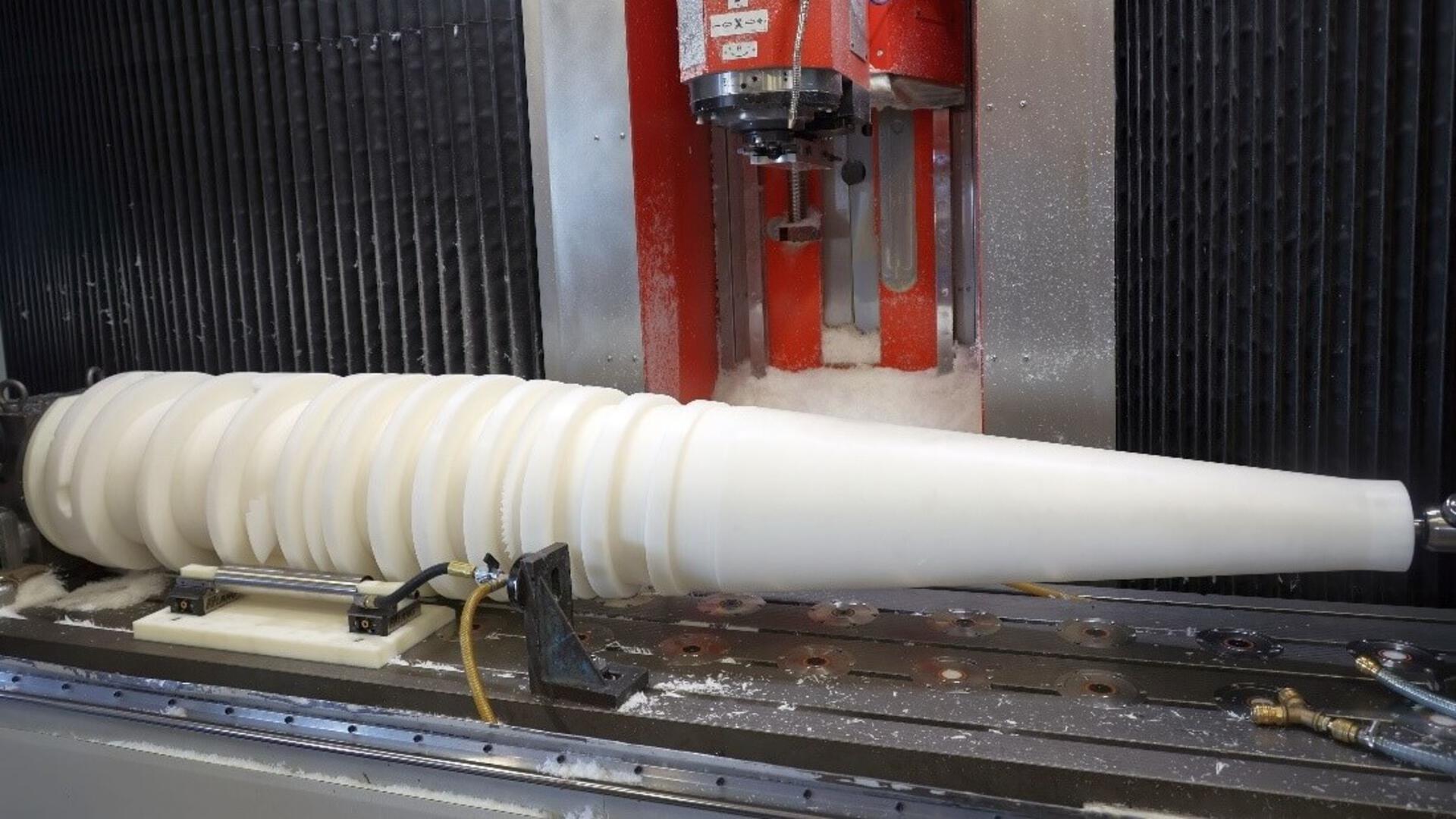
Die Schnecke wird aus dem Vollen gefräst. Das 5-Achs-Bearbeitungszentrum setzt die Programmierung aus Tebis eins zu eins um. Das ist wichtig – denn gerade bei Losgröße 1 muss schon der erste Versuch sitzen. - Bild: Pergler Media
Nur Tebis konnte alle Anforderungen erfüllen
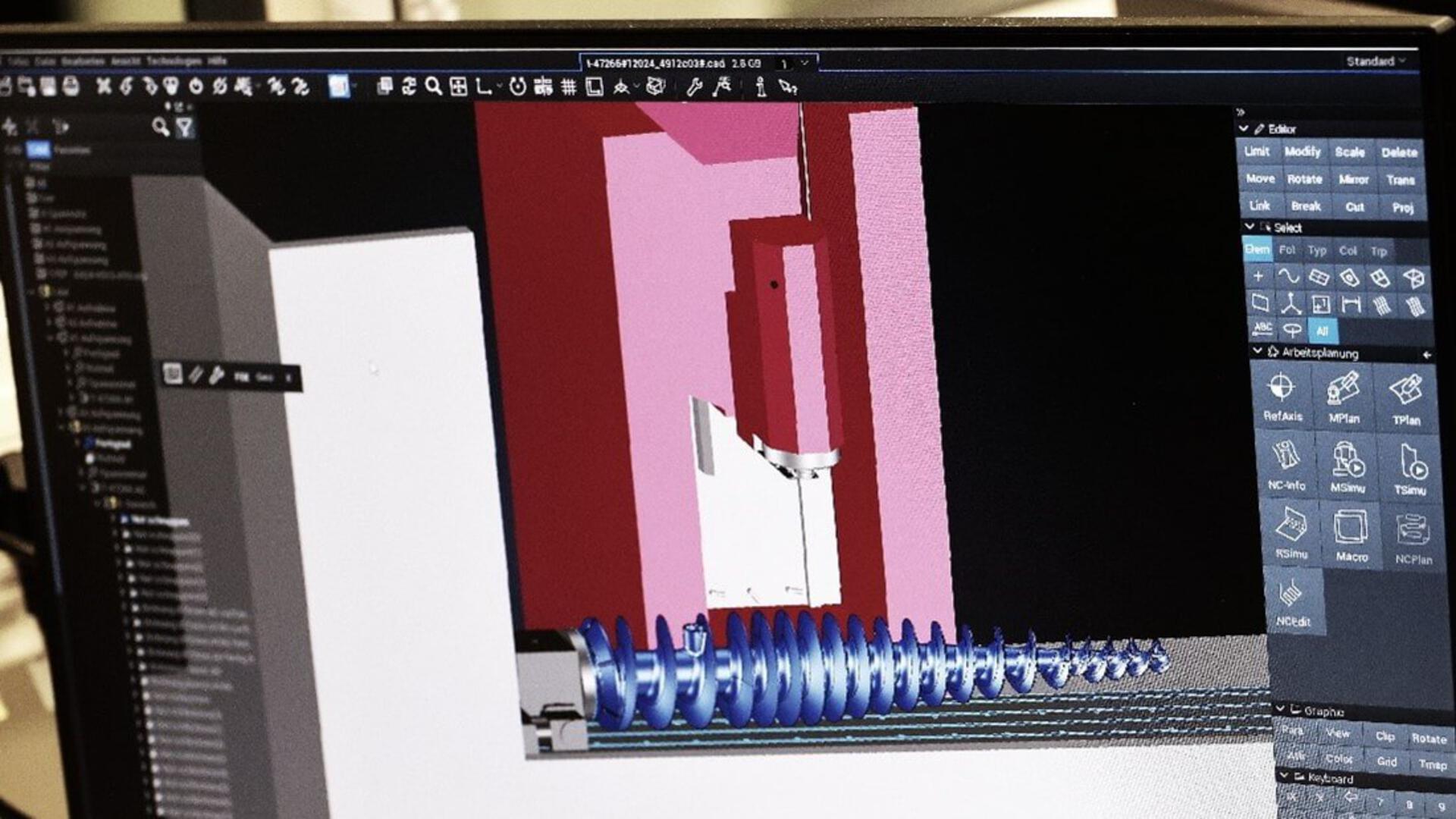
Dank der exakten Vermessung von Maschine, Werkzeugen und Rohling spiegelt der digitale Zwilling exakt die Realität wider. Das garantiert eine Bearbeitung, die genau so abläuft, wie der Programmierer es vorgesehen hat.- Bild: Pergler Media
Am Ende war nach einhelliger Meinung der Beteiligten allerdings Tebis das einzige System am Markt, das alle ihre Anforderungen an die Bearbeitung hochkomplexer Werkstücke vollumfänglich erfüllen konnte. Das Preis-Leistungsverhältnis lag darüber hinaus im gesunden Mittelfeld, und auch die Ansprechpartner bei Tebis erlebten die Zerspaner als lösungsorientiert, kompetent und sehr offen.
Um die Machbarkeit der Werkstücke zu wirtschaftlichen Konditionen bei optimaler Qualität sicherzustellen, sind die Kunststoffexperten des Zerspanungswerks stets bestrebt, bereits in der Entwicklungsphase beim Auftraggeber eingebunden zu sein und ihre umfassende Fertigungserfahrung einzubringen. Seit rund drei Jahren arbeiten die werkseigenen Experten mit dem CAM-Paket von Tebis. So konnten sie auch ihren Auftraggeber im Projekt der Schnecke bereits in der Konstruktionsphase wirksam unterstützen.
Die Programmierer im Werk verfügen inzwischen über drei voll ausgestattete Tebis-Programmierplätze, die unter anderem auch die Module Fräsen, 5-Achsen Ausweich- sowie Simultanfräsen, High-Performance 3D- sowie 5-Achsen Schruppen, Bohren und Drehen umfassen, aber eben auch Programmieren mit virtueller Maschine sowie Kollisionserkennung Maschine und entsprechenden digitalen Zwillingen. So haben sie eine durchgängig digitale Prozesskette realisiert. Das beginnt bei den Programmen und setzt sich über Werkzeuge, Werkzeugvoreinstellung, Maschine bis zum fertigen Produkt fort. Und das Konzept geht offenkundig auf. Denn die Programmierer sind inzwischen einhellig der Meinung, dass sie nie wieder ein anderes System wollen.
Um die Machbarkeit der Werkstücke zu wirtschaftlichen Konditionen bei optimaler Qualität sicherzustellen, sind die Kunststoffexperten des Zerspanungswerks stets bestrebt, bereits in der Entwicklungsphase beim Auftraggeber eingebunden zu sein und ihre umfassende Fertigungserfahrung einzubringen. Seit rund drei Jahren arbeiten die werkseigenen Experten mit dem CAM-Paket von Tebis. So konnten sie auch ihren Auftraggeber im Projekt der Schnecke bereits in der Konstruktionsphase wirksam unterstützen.
Die Programmierer im Werk verfügen inzwischen über drei voll ausgestattete Tebis-Programmierplätze, die unter anderem auch die Module Fräsen, 5-Achsen Ausweich- sowie Simultanfräsen, High-Performance 3D- sowie 5-Achsen Schruppen, Bohren und Drehen umfassen, aber eben auch Programmieren mit virtueller Maschine sowie Kollisionserkennung Maschine und entsprechenden digitalen Zwillingen. So haben sie eine durchgängig digitale Prozesskette realisiert. Das beginnt bei den Programmen und setzt sich über Werkzeuge, Werkzeugvoreinstellung, Maschine bis zum fertigen Produkt fort. Und das Konzept geht offenkundig auf. Denn die Programmierer sind inzwischen einhellig der Meinung, dass sie nie wieder ein anderes System wollen.
Die Software bietet ein hohes Maß an Sicherheit
Das liegt nicht zuletzt auch an dem sehr hohen Maß an Sicherheit, das die Software bietet. Schon am Anfang ihrer Arbeit mit Tebis hatten die Programmierer hier ihr Schlüsselerlebnis. In einem Projekt war es notwendig, Bauteile auf einer Maschine zu bearbeiten, die eigentlich für deren Bauraum zu groß waren und die die Maschine nicht so ohne weiteres von beiden Seiten anfahren konnte. So kam auch in der Simulation mit Tebis die erwartete Kollisionswarnung.
Die Simulation zeigte indes auch, dass bei einem Schwenken des Bearbeitungskopfs um 90° genug „Luft“ da sein sollte für eine sichere Bearbeitung. Das haben die Zerspaner dann mit aller gebotener Vorsicht direkt an der Maschine ausgetestet. Und tatsächlich – es funktionierte problemlos.
Die Simulation zeigte indes auch, dass bei einem Schwenken des Bearbeitungskopfs um 90° genug „Luft“ da sein sollte für eine sichere Bearbeitung. Das haben die Zerspaner dann mit aller gebotener Vorsicht direkt an der Maschine ausgetestet. Und tatsächlich – es funktionierte problemlos.

Insgesamt drei voll ausgestattete Tebis-Programmierplätze stehen den Mitarbeitern zur Verfügung. Standardisierung und Digitalisierung sorgen für eine effiziente Umsetzung der Programme. – Bild: Pergler Media
Alle relevanten Informationen per Tablet verfügbar

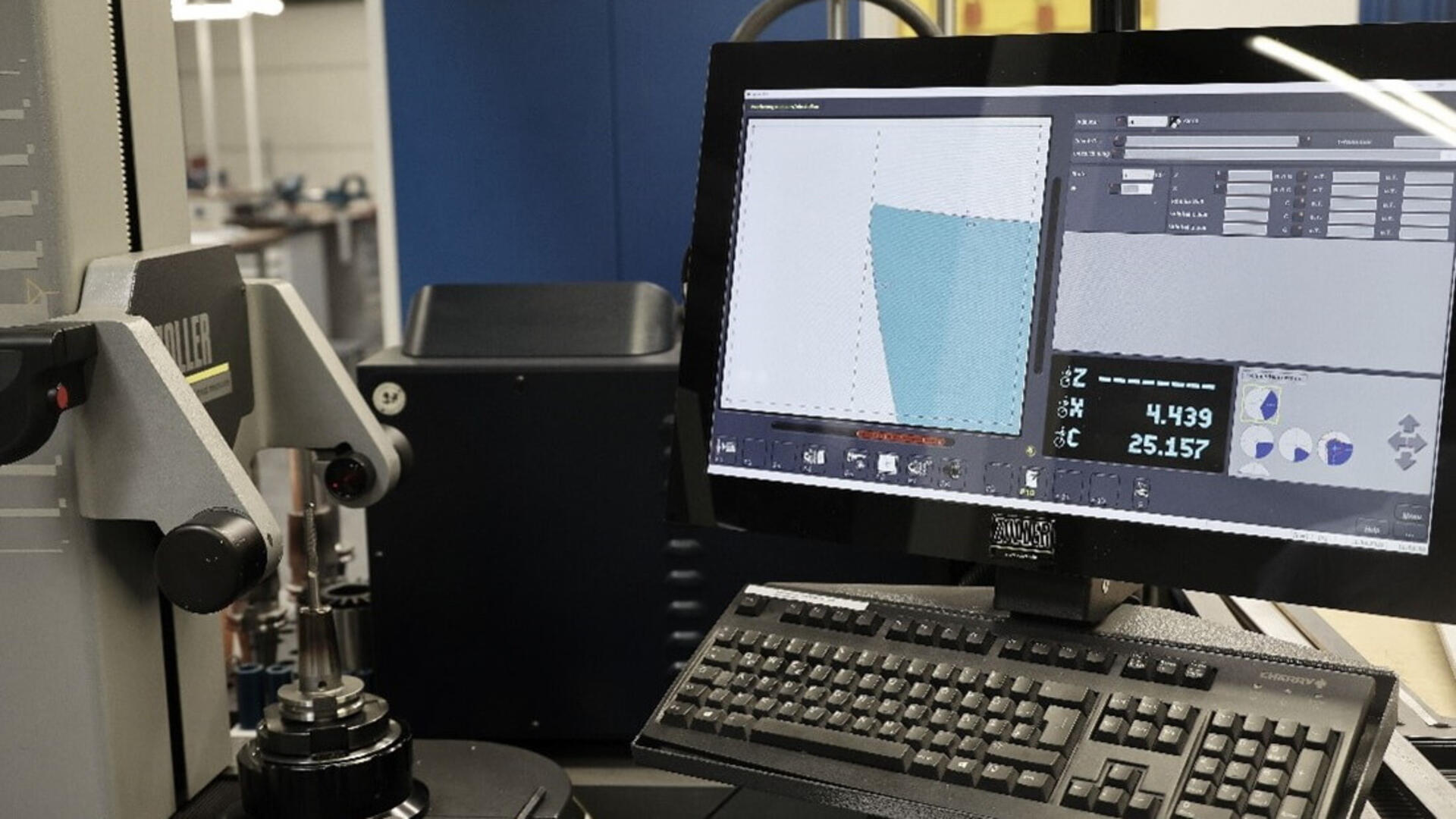
Die Experten von Tebis haben die Maschine vor Ort exakt vermessen, so dass der digitale Zwilling exakt der Realität entspricht. – Bild: Pergler Media
Die Fertigung ist seit der Umstellung auf Tebis weitestgehend papierlos, der Werker an der Maschine kann alle relevanten Informationen schnell und vor allem auf dem aktuellsten Stand per Viewer auf einem Tablet abrufen. Etwa auch komplette Rüstpläne mit allen relevanten Informationen zur Aufspannung und erläuternde Fotos. Das ist in erster Linie relevant für Wiederholteile – theoretisch kann die so auch ein weniger gut ausgebildeter Mitarbeiter rüsten. Hier sorgt die in Tebis hinterlegte Information für die erforderliche Sicherheit. Gerade angesichts des Facharbeitermangels eine interessante Option für viele Unternehmen.
Bei Neuteilen wie der Schnecke geht es indes nicht ohne einen erfahrenen Experten. Das Kernteam der Zerspanungsspezialisten kennt sich inzwischen sehr gut mit Tebis aus. Diese Mitarbeiter bereiten die Daten so auf, dass Bauteile bei Wiederholaufträgen inklusive Aufspannung und verwendeten Werkzeugen eins zu eins abarbeiten lassen. Wenn die Aufspannung stimmt, kann das Poti auf 100% bleiben. Da das Unternehmen einen hohen Anteil an Wiederholaufträgen bearbeitet, rechnet sich das – wenn man einen Auftrag einmal richtig umsetzt und alles in Tebis festgehalten ist, lässt sich das Werkstück künftig ohne großen Aufwand fehlerfrei herstellen.
Bei Neuteilen wie der Schnecke geht es indes nicht ohne einen erfahrenen Experten. Das Kernteam der Zerspanungsspezialisten kennt sich inzwischen sehr gut mit Tebis aus. Diese Mitarbeiter bereiten die Daten so auf, dass Bauteile bei Wiederholaufträgen inklusive Aufspannung und verwendeten Werkzeugen eins zu eins abarbeiten lassen. Wenn die Aufspannung stimmt, kann das Poti auf 100% bleiben. Da das Unternehmen einen hohen Anteil an Wiederholaufträgen bearbeitet, rechnet sich das – wenn man einen Auftrag einmal richtig umsetzt und alles in Tebis festgehalten ist, lässt sich das Werkstück künftig ohne großen Aufwand fehlerfrei herstellen.
Mitarbeiter vertrauen Tebis inzwischen vollumfänglich
Das kennen die Kunststoffspezialisten aus der Vergangenheit auch anders. Beim früheren Programmiersystem hatte es immer wieder Diskussionen gegeben, weil Bearbeitungen andere Ergebnisse ablieferten als geplant. So war anfangs die Skepsis groß. „Macht mal – wenn’s schiefgeht, Rechnung an Tebis!“ war das Motto der ersten Versuche.
Um es kurz zu machen: Eine „Rechnung an Tebis“ mussten die Zerspaner nie schreiben. Und inzwischen sind die anfänglichen Zweifel einem tiefen Vertrauen gewichen. Weil sie sich auf die Aussagen der Tebis-Software verlassen können und nichts mehr nachprüfen müssen, bleibt den Fachleuten jetzt mehr Zeit für das Wesentliche. Außerdem ist der Stress weg, etwas Wichtiges im Programm übersehen zu haben – gerade auch in der Mehrmaschinenbedienung. Ein spürbares Plus für die Mitarbeiterzufriedenheit.
Um es kurz zu machen: Eine „Rechnung an Tebis“ mussten die Zerspaner nie schreiben. Und inzwischen sind die anfänglichen Zweifel einem tiefen Vertrauen gewichen. Weil sie sich auf die Aussagen der Tebis-Software verlassen können und nichts mehr nachprüfen müssen, bleibt den Fachleuten jetzt mehr Zeit für das Wesentliche. Außerdem ist der Stress weg, etwas Wichtiges im Programm übersehen zu haben – gerade auch in der Mehrmaschinenbedienung. Ein spürbares Plus für die Mitarbeiterzufriedenheit.

Das Fräsen war für die Zerspaner der Einstieg ins Programmieren mit Tebis. Inzwischen setzen sie auch Dreh- und Drehfräs-Bearbeitungen auf dem Programmiersystem um. Auch hier gilt: Alle Programme werden vor dem ersten Span gründlich simuliert. – Bild: Pergler Media
Auch Altprogramme sollen auf Tebis umgestellt werden

Alles andere als trivial: Die Machbarkeit einer Zerspanung der Schnecke konnten die Kunststoffexperten dank Tebis bereits vor Annahme des Auftrags exakt beurteilen. Damit können die Verantwortlichen zudem exakt Zeitbedarf und Kosten kalkulieren. – Bild: Pergler Media
Weil das so prozesssicher und verlässlich funktioniert, sollen nach und nach auch die Bestandsprogramme optimiert und auf Tebis übertragen werden. Die Strategien der Altprogramme sollen indes auf den Prüfstand, und alle Programme werden selbstverständlich simuliert, bevor sie erneut auf die Maschine gehen können.
Den Wechsel vom Bestandssystem zu Tebis begleiteten die Experten des Martinsrieder Softwarespezialisten mit Rat und Tat. Gemeinsam mit den Verantwortlichen im Werk holten die Softwareexperten auch die Mitarbeiter mit ins Boot und nahmen sich Zeit die neuen Standards und Nomenklaturen zu verankern, damit die Zerspaner die neuen Möglichkeiten und Arbeitsweisen auch sicher verinnerlichen konnten. Die Erfahrung zeigt, dass man sich diese nehmen muss. So hat manches auch bei den Kunststoff Zerspanern anfangs etwas länger gedauert. Aber jetzt sind die Mitarbeiter auf dem richtigen Weg. Wichtig ist, dass die Verantwortlichen im Unternehmen an solch einem Change-Prozess kontinuierlich dranbleiben. Dann kann sich im Unternehmen mit Unterstützung von Tebis eine eigene Kultur entwickeln, die die Zusammenarbeit deutlich angenehmer und auch entspannter gestaltet.
Den Wechsel vom Bestandssystem zu Tebis begleiteten die Experten des Martinsrieder Softwarespezialisten mit Rat und Tat. Gemeinsam mit den Verantwortlichen im Werk holten die Softwareexperten auch die Mitarbeiter mit ins Boot und nahmen sich Zeit die neuen Standards und Nomenklaturen zu verankern, damit die Zerspaner die neuen Möglichkeiten und Arbeitsweisen auch sicher verinnerlichen konnten. Die Erfahrung zeigt, dass man sich diese nehmen muss. So hat manches auch bei den Kunststoff Zerspanern anfangs etwas länger gedauert. Aber jetzt sind die Mitarbeiter auf dem richtigen Weg. Wichtig ist, dass die Verantwortlichen im Unternehmen an solch einem Change-Prozess kontinuierlich dranbleiben. Dann kann sich im Unternehmen mit Unterstützung von Tebis eine eigene Kultur entwickeln, die die Zusammenarbeit deutlich angenehmer und auch entspannter gestaltet.
Exakter digitaler Zwilling sorgt für Prozesssicherheit
Damit das alles reibungslos und verlässlich funktioniert, haben Experten die Maschinen im Werk exakt vermessen und einen sehr genauen digitalen Zwilling erstellt. Dabei wurde etwa auch deutlich, dass die vom Hersteller mitgelieferten digitalen Werte von der Realität teilweise bis zu mehreren Millimeter abweichen. Für eine valide Kollisionskontrolle etwa reicht das nicht aus. Keine Maschine ist wie die andere. Deshalb haben die Tebis-Experten inzwischen alle Maschinen erfasst
Die Tebis-Fachleute unterstützten mit ihrem umfassenden Know-how bei der sinnvollen Standardisierung der Werkstückklassen inklusive der Bearbeitungsstrategien. Gemeinsam mit den Software-Experten stellten die Verantwortlichen im Werk alle Bearbeitungsprozesse auf den Prüfstand. Dabei wurden Strategien angepasst und auch Bearbeitungskonzepte über die eigenen Möglichkeiten hinaus mit denen der anderen Konzernbereiche am Standort abgeglichen. So können die Prozessketten jeweils optimal an die zur Verfügung stehenden Maschinen angepasst und damit übergreifend optimiert werden.
Die Tebis-Fachleute unterstützten mit ihrem umfassenden Know-how bei der sinnvollen Standardisierung der Werkstückklassen inklusive der Bearbeitungsstrategien. Gemeinsam mit den Software-Experten stellten die Verantwortlichen im Werk alle Bearbeitungsprozesse auf den Prüfstand. Dabei wurden Strategien angepasst und auch Bearbeitungskonzepte über die eigenen Möglichkeiten hinaus mit denen der anderen Konzernbereiche am Standort abgeglichen. So können die Prozessketten jeweils optimal an die zur Verfügung stehenden Maschinen angepasst und damit übergreifend optimiert werden.
Tebis übernimmt die Geometriedaten eines Zerspanungswerkzeugs direkt aus der Messung in der Werkzeugvoreinstellung. Die Schnittdaten werden nach Prüfung aus den Angaben der Hersteller generiert. Gut geführte Bibliotheken ermöglichen eine schnelle und sichere Bearbeitung. – Bild: Pergler Media
Bibliothek für Schneidwerkzeuge und Spannmittel

Für ihre Programme greifen die Experten zunächst auf einen Pool gerüsteter Werkzeuge zurück. Erst wenn das nicht reicht, kommt ein zweiter Pool ins Spiel, dessen Werkzeuge allerdings erst gerüstet werden müssen. Und erst, wenn all das nicht reicht, erwägen die Programmierer den Einsatz von Sonderwerkzeugen. – Bild: Pergler Media
Ein weiterer wichtiger Aspekt sind die eingesetzten Zerspanungswerkzeuge. Aufbauend auf der Expertise der Partner bei Tebis legte das Team im Unternehmen Standards fest und reduzierte so die Vielfalt beträchtlich. Von ursprünglich zehn Werkzeuglieferanten blieben schließlich zwei übrig. In der Werkzeugvoreinstellung erfassen die Mitarbeiter die Daten der Tools, führen diese Werte mit den von den Werkzeugherstellern bereitgestellten Schnittdaten zusammen und stellen die Tools mit ihren Ist-Daten digital zur Verfügung. Um die Bestandswerkzeuge zu erfassen war ein Mitarbeiter fast ein ganzes Jahr beschäftigt – Neuwerkzeuge werden jetzt kontinuierlich eingepflegt.
Anfänglich hoher Aufwand zahlt sich aus
Das ist zwar viel Aufwand, hat sich aber bewährt. Die Programmierer wählen jetzt aus einem Spektrum bereits auf den Maschinen gerüsteter Standardwerkzeuge aus. Wenn sich eine Geometrie damit nicht mehr realisieren lässt, kommt ein weiterer Pool mit gelegentlich genutzten Werkzeugen ins Spiel, die dann allerdings erst auf der Maschine gerüstet werden müssen. Und erst wenn auch das nicht reicht, stellen die Werkzeugspezialisten im Unternehmen auch Sonderlösungen bereit. Auch sämtliche Spannmittel und Vorrichtungen sind standardisiert und inzwischen in den Bibliotheken exakt erfasst.
Die Verlässlichkeit der Software und der akkuraten Daten aus den Bibliotheken gibt zudem auch Sicherheit in der Diskussion mit dem Auftraggeber. Beispielsweise im Fall der Schnecke für die Lebensmittelindustrie. Ohne Tebis hätten sich die Zerspaner da gar nicht erst herangetraut. Aber dank Tebis wussten sie schon im Vorfeld, was auf sie zukommt, und konnten sehr genau kalkulieren.
Zunächst fertigten die Zerspaner die Schnecke als Prototyp in einem kleineren Format an - auch als Diskussionsgrundlage für Gespräche mit dem Auftraggeber. Die kleine Variante erfüllte alle Vorgaben, Dann ging es an die große Schnecke – eine erneute Erfolgsgeschichte.
Die Verlässlichkeit der Software und der akkuraten Daten aus den Bibliotheken gibt zudem auch Sicherheit in der Diskussion mit dem Auftraggeber. Beispielsweise im Fall der Schnecke für die Lebensmittelindustrie. Ohne Tebis hätten sich die Zerspaner da gar nicht erst herangetraut. Aber dank Tebis wussten sie schon im Vorfeld, was auf sie zukommt, und konnten sehr genau kalkulieren.
Zunächst fertigten die Zerspaner die Schnecke als Prototyp in einem kleineren Format an - auch als Diskussionsgrundlage für Gespräche mit dem Auftraggeber. Die kleine Variante erfüllte alle Vorgaben, Dann ging es an die große Schnecke – eine erneute Erfolgsgeschichte.
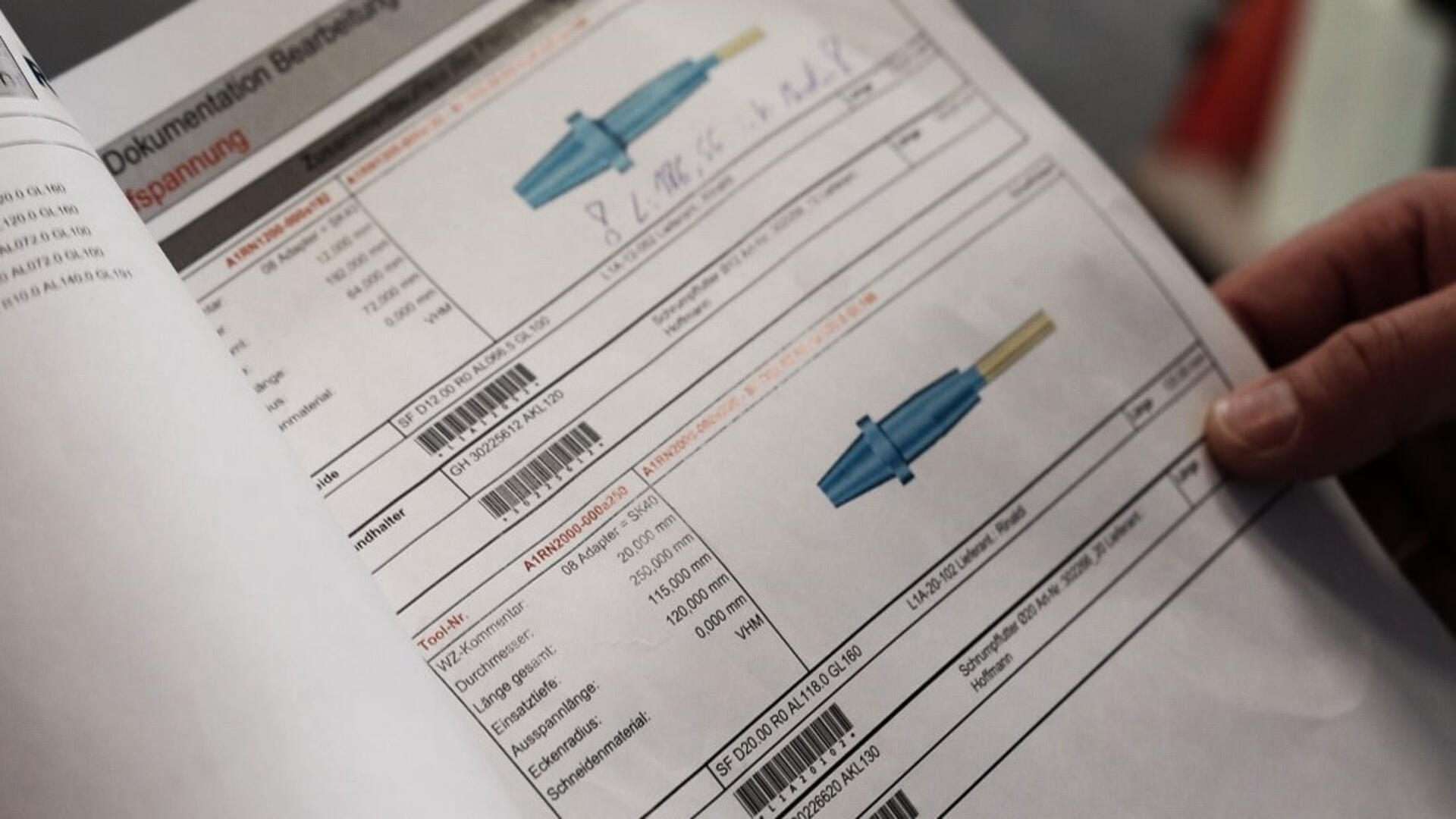
Noch gibt es Papier in der Fertigung. Dieses zufällig ausgewählte Dokument verdeutlicht das Dilemma: Handschriftliche Notizen ergänzen die gedruckte Information. Aber erst in einem überall auf gleichem Stand verfügbaren digitalen Dokument ist Information aktuell. – Bild: Pergler Media
Der Einsatz von Tebis erschließt neue Potenziale
Der Einstieg war für die Programmierer die Fräsbearbeitung. Inzwischen weiten die Programmierer den Einsatz von Tebis auch aufs Drehen aus. Ein besonderes Augenmerk soll künftig dem Automatisieren und Rüsten gelten – hier konnten die Mitarbeiter bereits vor einigen Monaten bei Tebis auf einem Automatisierungs-Workshop Know-how sammeln.
Tebis haben die Zerspaner als sehr effektives, lebendiges System kennengelernt, das sich ständig weiterentwickelt und auch ihnen immer wieder neue Möglichkeiten eröffnet. So führt das Unternehmen demnächst die aktuelle Version Tebis 4.1 ein, die Schulungen für die Anwender sind schon gebucht. Die Mitarbeiter können dank Tebis heute deutlich gezielter, entspannter und zudem mit einem höheren ‚Wirkungsgrad‘ arbeiten. Und auch die Teilequalität hat sich verbessert – bei deutlich gestiegener Effizienz und Wirtschaftlichkeit. Das alles hätten die Zerspaner ohne die Software von Tebis und die Unterstützung der CAM-Experten sonst so wohl heute nicht erreicht. Und mit Features wie dem automatischen Programmieren über Schablonen gibt es auch noch viel Potenzial für gemeinsame Projekte mit Tebis.
Tebis haben die Zerspaner als sehr effektives, lebendiges System kennengelernt, das sich ständig weiterentwickelt und auch ihnen immer wieder neue Möglichkeiten eröffnet. So führt das Unternehmen demnächst die aktuelle Version Tebis 4.1 ein, die Schulungen für die Anwender sind schon gebucht. Die Mitarbeiter können dank Tebis heute deutlich gezielter, entspannter und zudem mit einem höheren ‚Wirkungsgrad‘ arbeiten. Und auch die Teilequalität hat sich verbessert – bei deutlich gestiegener Effizienz und Wirtschaftlichkeit. Das alles hätten die Zerspaner ohne die Software von Tebis und die Unterstützung der CAM-Experten sonst so wohl heute nicht erreicht. Und mit Features wie dem automatischen Programmieren über Schablonen gibt es auch noch viel Potenzial für gemeinsame Projekte mit Tebis.