
-

HPCカッターで効果的に粗加工
ハイパフォーマンスカッター(HPC)を用いて、最大材料除去率を実現
粗加工が目指すのは、できるだけ迅速に、かつ多くの被削材を除去することです。ほとんどの場合刃が完全に接しており、刃には大きな負荷がかかります。従ってTebisでは、両刃切削および両刃切削の回避向けのオプションが使用できるようになっています。両刃切削では、送り速度が自動で減少されるか、あるいは両刃切削の領域はトロコイドで加工されます。両刃切削の回避では、両刃切削を行わず、ツールパスレイアウトが自動で形状に適応します。アダプティブ粗加工の際に両刃切削の回避が適用されます。
素晴らしい性能がここにあります。一定の切削条件下における従来の粗加工と比較すると、特別なHPCツールを用いたアダプティブ粗加工では、より迅速な切削速度および送り速度、薄い側面切り込み、そして深いZピッチによって、非常に高い材料除去率を実現します。60パーセント以上の時間短縮が可能です。HPC加工向けのアダプティブ粗加工手法は特に、多くの深溝(ポケット)を有する製品に適しています。この方法で、硬い素材でも簡単に加工することが可能です。
TebisのHPC加工
高効率常に最適な送り速度とリトラクト移動 • より長い機械稼働時間 • ジグザグに動きながらの加工も可能一貫性一貫したストックモデル追従機能被削材に優しい優れた工具寿命2.5軸、3軸そして5軸加工に最適
アダプティブおよびトロコイドの粗加工手法は、Tebisの2.5軸、3軸、そして同時5軸加工で使用可能です。高い送り速度でも、工具を迅速に再配置することができます。統合された素材追従機能を用いて、全ての加工作業をお互いに簡単に組み合わせることができます。
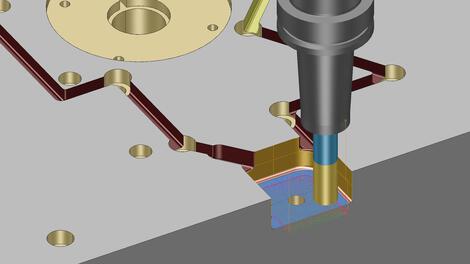
2.5軸 HPC粗加工
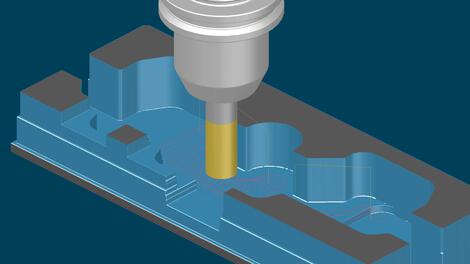
3軸 HPC粗加工
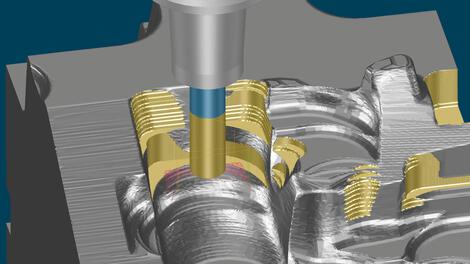
同時5軸HPC加工
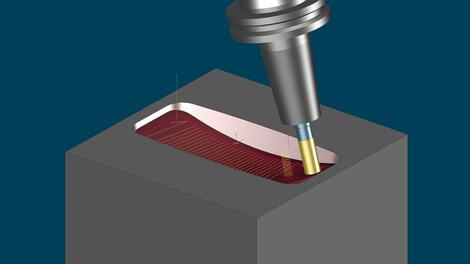
統合された再粗加工がもたらす、より優れた結果
“再粗加工 上方向”機能を用いて、加工残りの範囲を、浅いZピッチで下から上に安全に再粗加工することができます。
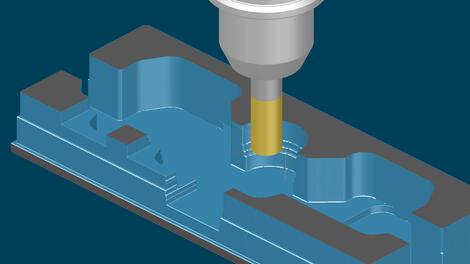
アダプティブあるいはトロコイドで、ポケットを一気に粗加工
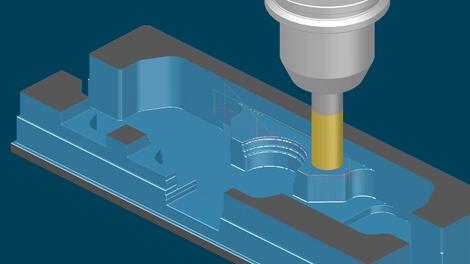
...ポケット側面の加工残りを加工
下から上に向けて加工
私たちは知っています!実証実験 稼働時間の算出
確実に言えることは、アダプティブは、最大限の材料除去率を実現させることのできる粗加工の手法です。この方法はたいていの場合、最も効率的な方法ではありますが、いつも必ずしもそうだとは限りません。なぜなら、製品を最高の状態で加工できるかどうかは、形状、素材および工作機械に左右されるからです。切削データや送り速度などの技術的なパラメーターは、加工に合わせて正確に調整する必要があります。
実証実験において、製品形状および技術的なパラメーターを考慮した上で、様々な粗加工手法を比較しました。結果は下記の通りです。相応しい組み合わせが一番の鍵!














